ブログ
9.82020
吐出弁の閉塞により、圧縮効率が低下。バルブ異常を検知したケーススタディ
往復動圧縮機で起こる不良の実に8割以上がバルブ(シリンダ弁)といわれています。過酷な環境で稼働し続ける部品であり、特にスプリングやディスク(プレート)など、内部部品が壊れやすい上、ダーティなガスを圧縮している場合、起こる現象の一つが「閉塞」です。
本日はオンライン状態監視システム「PROGNOSTシステム」を使用したバルブの異常に関するケーススタディをご紹介します。
センサ設置個所
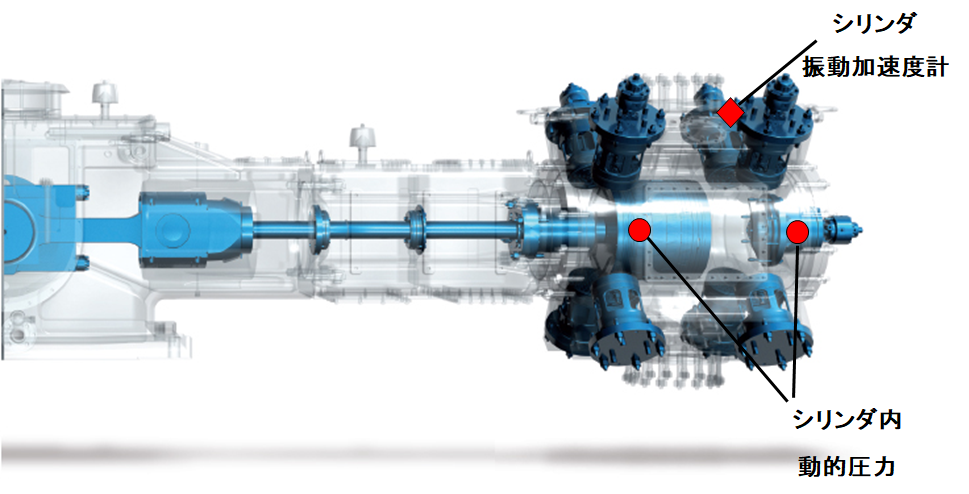
本ケーススタディの計測対象の圧縮機には、シリンダに振動加速度センサ、圧縮室内の動的圧力を計測するための圧力センサが各圧縮室内に取り付けられていました。
センサに関する説明はPROGNOSTシステムズ社が配信しているYouTubeチャンネルでも解説しています。
YouTube:往復動圧縮機のオンライン状態監視でポイントとなるセンサの設置個所![]()
取得データと開放結果
それでは早速、センサが取得したデータを確認していきましょう。まずは良好時、クランクシャフトが1回転360度する間のシリンダ振動とp-V線図を見てみましょう。
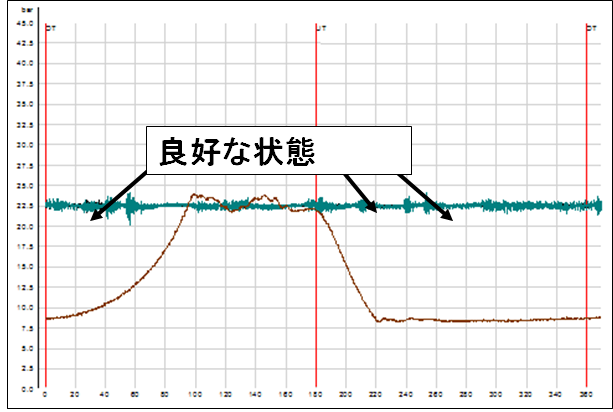
問題なく稼働している弁を使用した際の1段シリンダのボトム側の実測圧力値と振動値を示しています。クランク角度によっては、振動ピークが大きくなっていますが、これは弁の開閉挙動によるもので、正常な振幅値です。
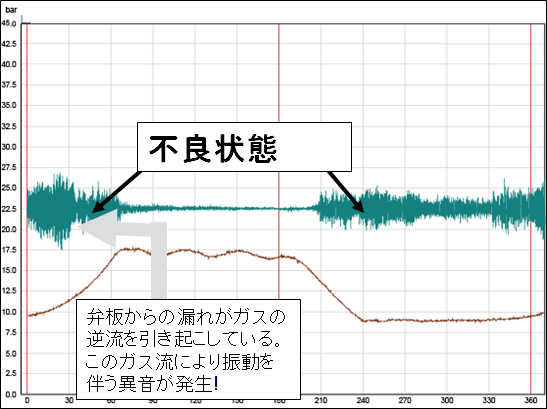
こちらは不良発生時のオンライン信号です。圧力線図に着目してみます。①昇圧、②吐出、③再膨張、④吸入の主に4つの行程がありますが、そのうち、②吐出時のみ振幅の大きい振動が発生していないことがわかります。逆に①昇圧、③再膨張、④吸入では大きな振幅の振動が発生しています。
また、振動は開閉に起因して発生するパルス状の突発型ではなく、同レベルの振動が継続する連続型となっています。連続型振動がシリンダ部で発生すると、漏れ起因であることが多いとされています。振動と漏れの相関性は以下のようになります。
・昇圧時→連続振動→漏れ有
・吐出時→振動無→漏れ無
・再膨張時→連続振動→漏れ有
・吸入時→連続振動→漏れ有
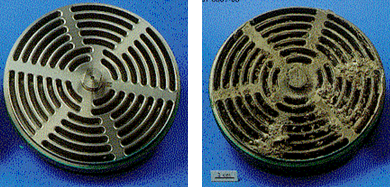
シリンダ内で吐出時以外シールすべきものは吐出弁です。つまり、吐出弁が漏れると、ガスが弁を抜けるので「吐出行程以外で連続型振動が発生」します。この振動が発生していることから、吐出弁漏れが推測されました。弁漏れの原因としては、異物閉塞や弁板割れが挙げられますが、開放の結果、新品(写真左)と比べると解放後の吐出弁(写真右)には異物が閉塞していることが確認されました。
PROGNOSTシステムズ社では、過去の損傷パターンと比較することで、この不良原因を特定可能です。「吐出行程以外で連続型振動が発生したら弁漏れ可能性がある」というアルゴリズムに着目して、システム側で自動監視を行っていますので、このような不良は「自動診断できる可能性が高い」不良となります。
おわりに
温度でも不良兆候がみられる可能性はありますが、低圧縮比の機器の場合は、吐出温度が低く、問題にならないこともあります。温度監視で拾いきれない初期の不良兆候であっても、特定アルゴリズムに従ってキャッチすることができ、保全対応の準備がより早く始められる点が、システム採用のメリットといえます。
文/いしだ



