ブログ
9.12020
ライダーリング摩耗の状態監視で、異常摩耗を早期に検知したケーススタディ
コンタミなどによって引き起こされるアブレシブ摩耗。レシプロコンプレッサー(往復動圧縮機)の場合、圧縮室への異物混入により、ライダーリングの異常摩耗を引き起こすことがあります。
本日ご紹介するケーススタディでは、オンライン状態監視システム「PROGNOSTシステム」を使用し、どのようにライダーリング摩耗を早期検知したかを実際の取得データを交え解説します。
計測対象機器の概要
アメリカのテキサス州にある石油精製会社にて稼働している2台の水素圧縮機です。2010年、予知保全計画サポートの目的で、両機にPROGNOST®-NTを導入。項目としては、機器保護、早期損傷検知、摩耗モニタリング、性能最適化、DCS統合が備わっていました。

ライダーリングのコンディションモニタリング
2台の圧縮機におけるライダーリング摩耗の進行具合は、保全チームによって週ごとに追跡調査が行われました。このような定期的なモニタリングによって、圧縮機ごとの異なる摩耗状況が明らかになりました。
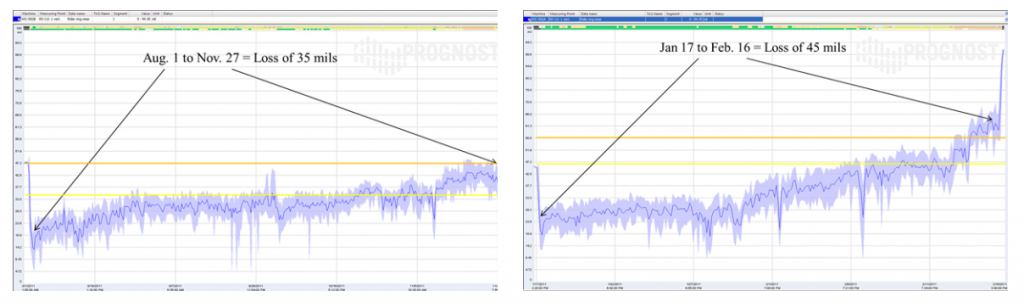
まず初めにコンプレッサーAのライダーリング摩耗量を確認してみましょう。1月17日から2月16日までの30日間のデータです。
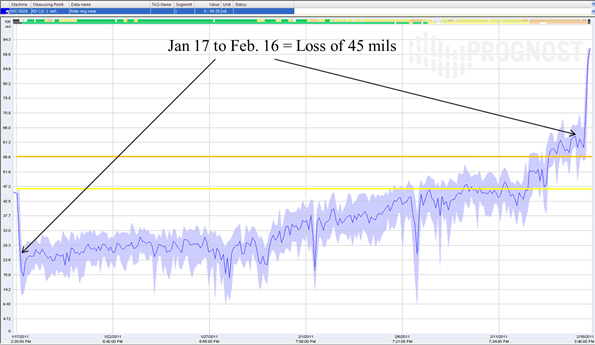
1週間ごとに換算すると、0.1016~0.1524 mm(4-6 mils)程度、リングが摩耗していっていることがわかります。30日間のトレンドとして俯瞰しても、これは通常の摩耗量ではありません。さらに、モニタリング期間終了間近には、摩耗量が加速的に増えていることが確認できます。トータルでは、4週間で1.143 mm(45 mils)、ライダーリングが摩耗しました。
続いて、並列機のコンプレッサーBのライダーリングモニタリングの結果を見てみましょう。先ほどと横軸である時間の長さが異なり、コンプレッサーBでは8月1日から11月27日までの120日間のトレンドとなっています。
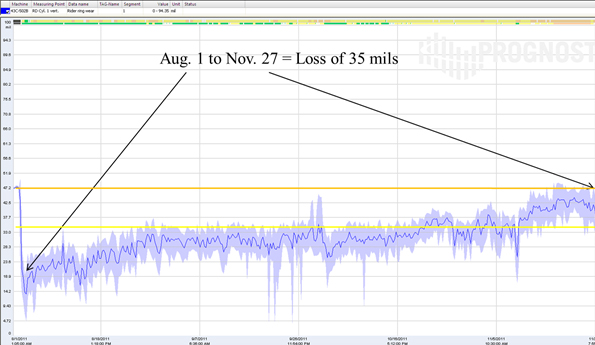
コンプレッサーAと比べると、カーブが緩やかで、全体的に摩耗量が少なく、120日間で0.889 mm(35 mils)の摩耗量でした。ちなみに、モニタリング期間終了直前では、コンプレッサーAと同様、急激に摩耗量が増えています。
データ解析に基づいた計画的なメンテナンス
新設の付帯設備からの異物影響で、ライダーリング摩耗が発生したために、両機器とも12か月の間に2回もライダーリング交換を余儀なくされていましたが、このような状態監視とデータ解析に基づき、保全チームはピストンがシリンダライナーに接触する前に、計画的な機器開放を行うことができるようになりました。
PROGNOST®-NTを導入したことで、この石油精製企業は、摩耗モニタリングの重要度を改めて理解されました。新設のコンプレッサーは、条件によってはライダーリングのアブレシブ摩耗発生の可能性があることを示唆しています。
一方で、PROGNOSTシステムによるライダーリング摩耗量計算ロジックは、その効果を証明し、コンプレッサーの損傷を回避することにつながりました。ピストンとライナーの接触を避けるためには、正確なライダーリングの摩耗代を把握しておくことが重要だと保全チームは認識を新たにし、PROGNOSTシステムによる摩耗トレンドはそのための最適手法と位置付けました。現在、同社ではシステムの高い信頼性から、システムエラーメッセージが出ない限り、不必要な開放を実施することがなくなりました。
このように、当該石油精製プラントに導入されたPROGNOST®-NTは、摩耗の連続監視が、プラント新設後の設備信頼性維持を遂行するにあたり、重要な役割を果たすことを証明しました。
文/いしだ



