ブログ
9.122022
FFT解析をもっと手軽に、高解像度で!まずは軸受不良の判定から始めてみませんか?
FFT解析をすることでわかる回転機械の不良にはどのようなものがあるかご存知ですか?
アンバランスやミスアライメント(芯出し不良)のほかに、軸受の不良検知にもFFT解析は用いられています。軸受不良と一口でいっても、内輪なのか、外輪なのか、転動体なのか……個所を判断する目的でFFT解析が使われています。
「でも、FFT解析って専任の担当がいないとできないのでは?」と思った方、そんなことありません!確かに振動の知見がある担当がいたほうが判断しやすいとは思いますが、ポイントを抑えることができればどなたにもFFT解析の道は開けます。
軸受不良はなぜ起きる?

転がり軸受は主に①内輪、②外輪、③転動体(コロ)、④保持器(リテーナー)の4つの部品から構成されています。
一般的に、内輪の内径側に軸をはめ込み、外輪はハウジング側に固定されます(逆もあります)。内輪と外輪の間を転動体が回る構造となっており、軸回転を安定させ、なめらかに回転させることができます。
しかしながら、次のような原因で軸受に不具合が発生する場合があります。例えば、異物の混入、潤滑不良、シャフトのミスアライメント(芯出し不良)による軸受への過剰な負荷などです。
軸受の選定や設計は機械の運転条件にもとづき、ある程度決まっているか、メーカーと打ち合わせを行って決定しているので、不良の原因は設計要素ではなく、上記の外乱要因の方が大きいと考えられます。
特に「潤滑不良」は軸受不良の中でもごく初期のもので、人間の五感では検知することができません。
高解像度FFT解析で軸受傷や機械の不具合を発見する『振動センサ』

ワイヤレス振動センサ「WiSER 3X」は3軸同時計測、IP67の防水・防塵対応。センサ先端のマグネットで対象設備に簡単に設置が可能、配線が不要なため運転中に近づけない機械も離れたところから測定できます。
センサが取得した信号をスマートフォンアプリに転送、FFTデータをその場ですぐ閲覧できます。WiSER 3Xでは、最大819200のライン数で振動測定ができます。
FFT解析というけれど、何を解析するの?
発生している周波数は実にさまざま
回転機械から発生しているさまざまな音や振動は、低周波領域から高周波領域に至る周波数が交じり合った状態です。モーターが稼働している音だけではなく、それに伴い回転するシャフト(軸)やカップリング、軸受(ベアリング)の振動かもしれませんし、ポンプであればキャビテーションかもしれません。
(低周波領域)
● カップリングのミスアライメント
● 羽根のアンバランス
● 歯車の噛み合いによる振動
● ポンプのキャブテーション
● 軸受の振動 …etc.
(高周波領域)
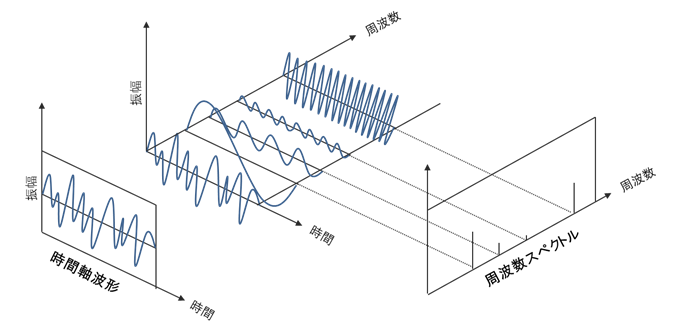
時間領域波形と周波数スペクトル
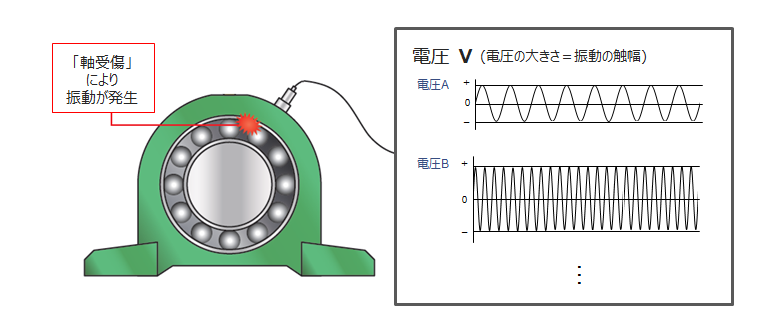
FFT解析を行うためには、これらの周波数を可視化する必要があります。そのために振動センサなどを使用します。センサの内部には圧電素子という部品が組み込まれており、この圧電素子に荷重がかかると、電圧が発生します。この性質を利用して発生したアナログ電圧信号を測定器に取り込み、デジタル処理したうえで、外部装置に出力します。出力された時間領域信号を周波数スペクトルに変換し、解析します。
下図は、センサが取得した電圧信号を個々の周波数に分解し、波形の時間的変化を示したものです(横軸:時間)。これは時間領域波形と呼ばれています。
出力される周波数はさまざまで、電圧の強弱は振幅(波の高さ)であらわされます。振動計であれば、振動が小さい場合は電圧も小さく、振動が大きい場合は電圧も大きくなります。しかし、このような時間領域波形を見るだけでは、どの部位に起因する周波数なのか判別することができません。
そのため、この時間軸波形を基に、横軸に「周波数(波の個数)」を、縦軸に「振動の強弱(波の高さ=振幅)」をとったものが周波数スペクトルと呼ばれるもので、この波形を解析することで、軸受の不良個所を特定することができます。
時間領域波形を周波数スペクトルに変換する、すなわち計算機上で高速に計算するアルゴリズムのことをFFT(高速フーリエ変換)と呼びます。用語は難しいですが、基本的には振動計が取得した信号を自動で周波数スペクトルとして出力してくれます。(機種によってはFFTに対応していないものもあります)
周波数スペクトルを用いた機械の状態診断
取得したFFTデータに卓越した周波数があった場合、回転周波数や損傷周波数(およびその整数倍)と合致するかを確認することで、アンバランスやミスアライメントの有無、軸受に損傷があるか否か、その部位を確認することができます。WiSER 3Xで取得したデータを例にみていきましょう。
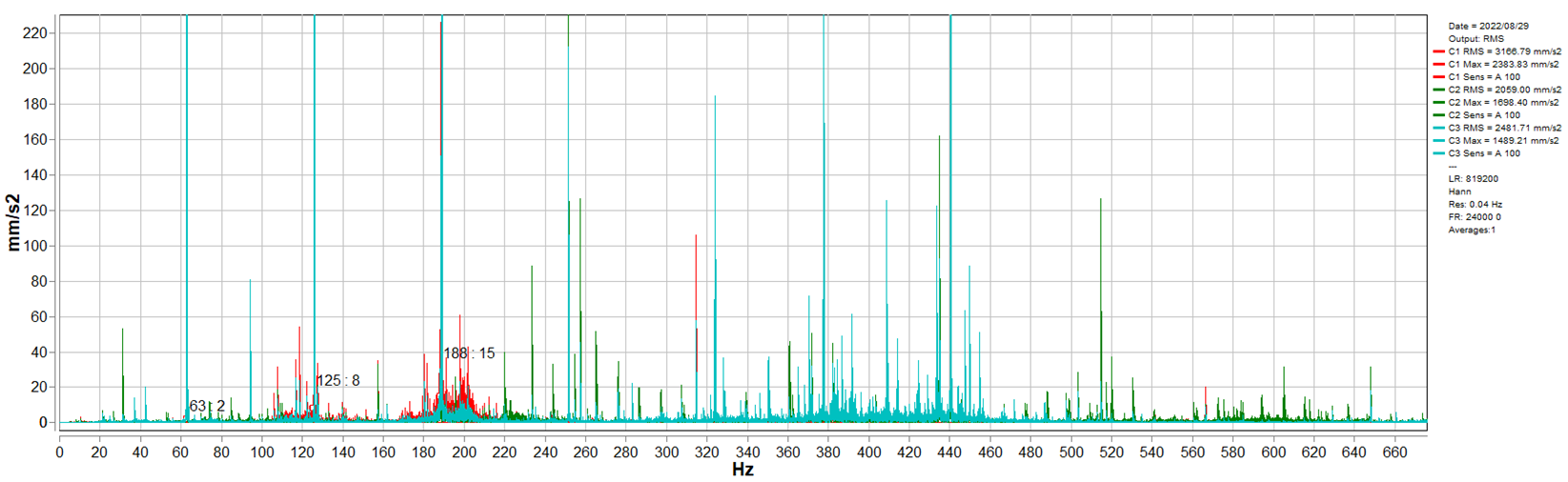
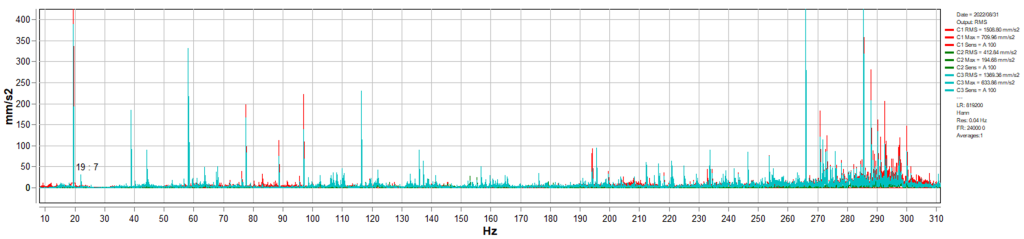
ある軸受の周波数スペクトル(横軸:周波数(Hz)、縦軸:振幅(mm/s2))を取得しました。すると、いくつか卓越した周波数があることが確認できます。一つ目は63Hzあたり、以降、125Hz、188Hz、250Hz、313Hz…と63Hzの整数倍あたりにピークがあることがわかります。このようにある周波数の整数倍にみられるピークを高調波と呼びます。
こちらのデータを取得した設備の諸元情報は次の通りです。軸受にはそれぞれ固有の損傷周波数というものがあり、軸径・型式・回転数などから算出することができます。損傷周波数は軸受製造メーカーのWebサイトに掲載されていたり、自動計算ソフトが組み込まれていたりしますので、そちらを使うと便利です。
● 回転数:3,762 rpm
● 回転周波数(回転数/60)=62.7Hz
● 転動体損傷周波数:167Hz
● 内輪損傷周波数:371Hz
● 外輪損傷周波数:257Hz
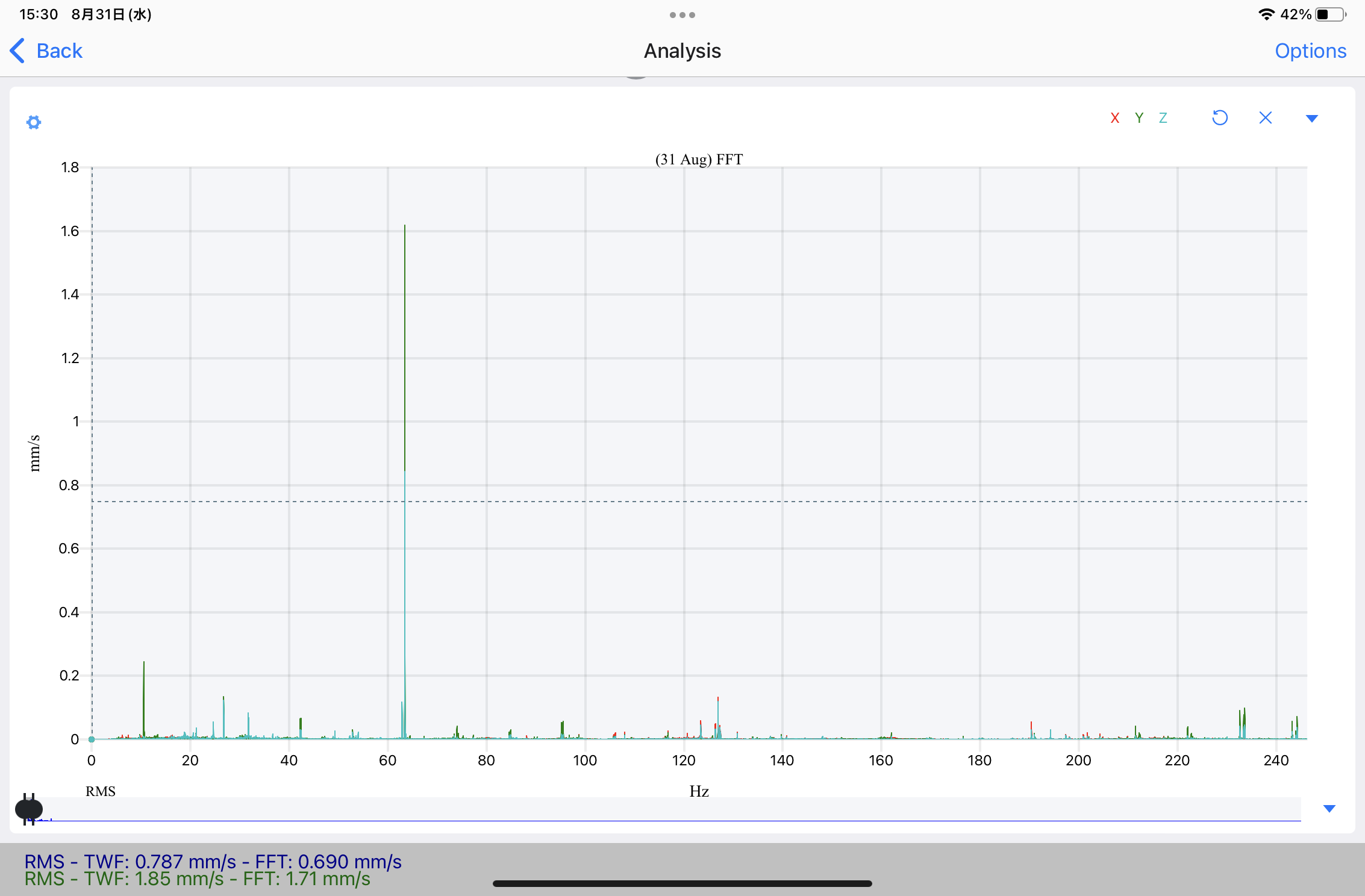
この中では、回転周波数である62.7Hzとするピークがありそうです。この部分を拡大したFFTを見てみましょう。
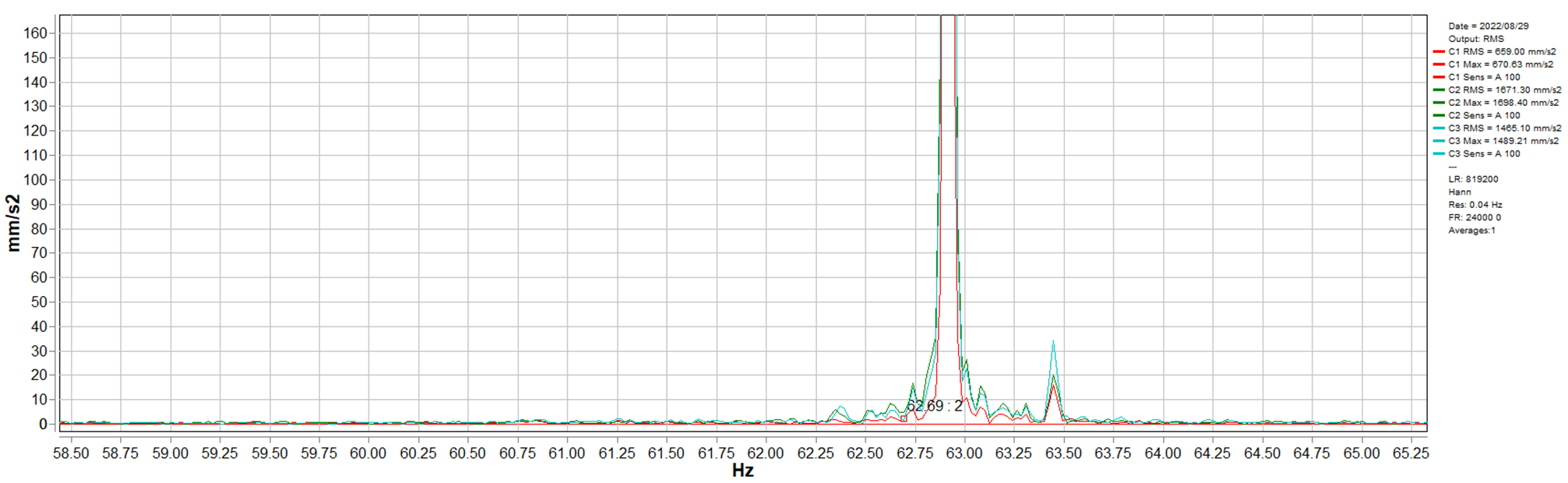
これだけ拡大してもピークがきれいに出てくるのは、最大ライン数819200で計測できるWiSER 3Xならではです。
回転周波数の他に、高調波(2次=125.6Hz、3次=188.4Hz)においてもピークが確認されていることから、ミスアライメントや軸緩みが発生している可能性があります。
計測点近傍の軸受にカップリングがある場合は、カップリングが接続している両軸のアライメント調整を実施することで、2次および3次回転周波数を低減させられる可能性があります。
続いて他の損傷周波数と合致するピークがあるかを確認していきます。外輪損傷周波数257Hz近辺と、その2倍の514Hz近辺を拡大します。
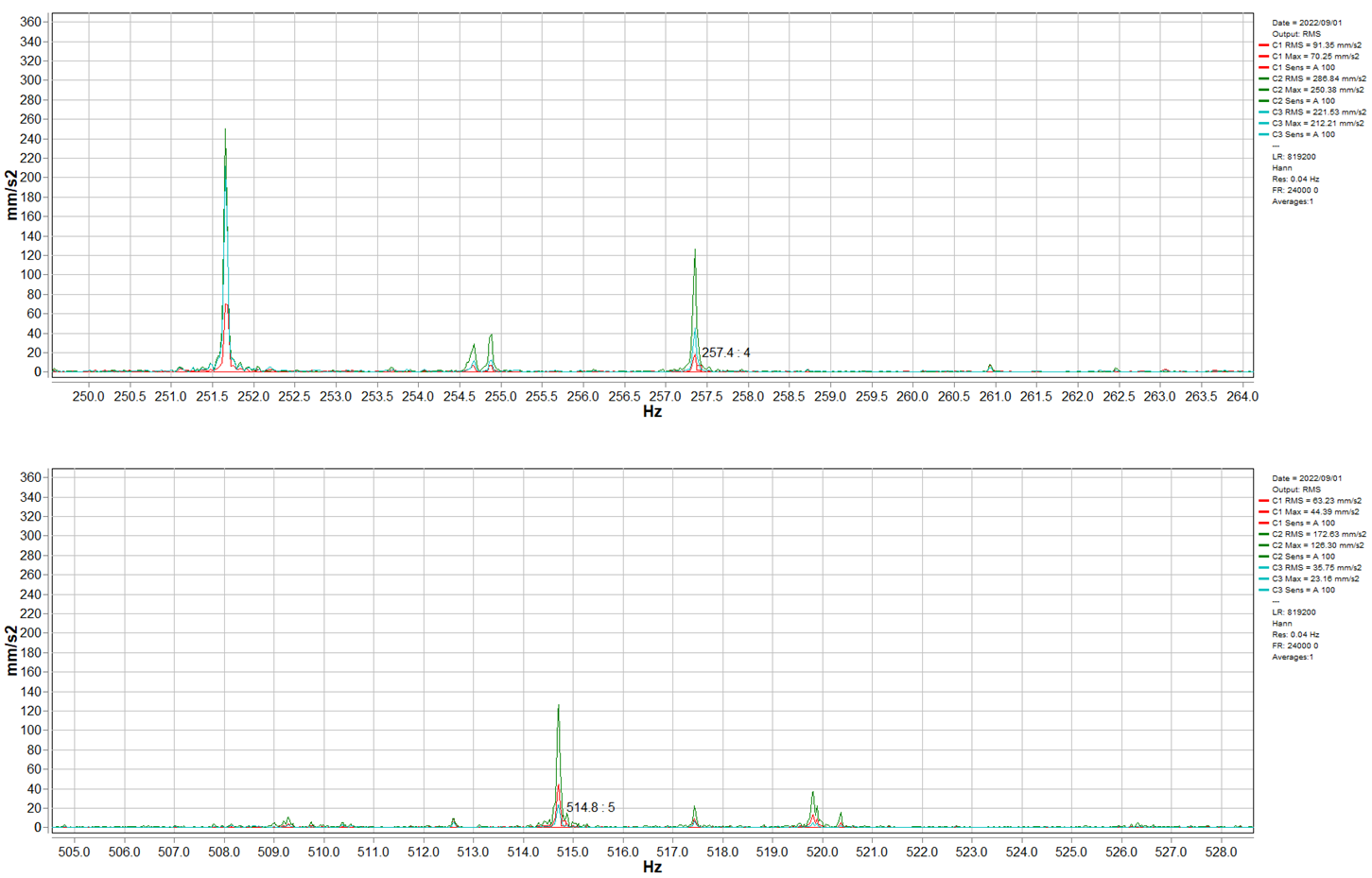
いずれも卓越が認められ、外輪損傷周波数と合致していそうですね。このことから軸受の傷が一定レベルで進んでいる可能性があるので、損傷周波数における振幅値が大きくならないか定期的な監視を実施するとともに、停止可能なタイミングがあれば軸受状態を確認してみるとよさそうです。
内輪と転動体の損傷周波数も同様に調べましたが、卓越は認められませんでしたので、現状は問題ないと推測できます。
ミスアライメント予防には『イージーレーザー®』
今回のケースではミスアライメント(カップリングの芯出し不良)が発生している可能性がありましたので、芯出しに使える製品も簡単にご紹介します。
駆動側のモーターと、その回転を受けるポンプなどの回転機械側のシャフトは、通常、カップリングが取り付けられており、シャフト間でミスアライメントがあっても、正確なトルク伝達ができるようになっています。しかし、カップリング設計時の許容値を超えるトルクやミスアライメントが発生すると、部品の早期破損につながることがあります。そのため、据付・メンテナンス時に高精度な芯出しを行い、シャフトのバランス不良をなくすことが重要です。
汎用手法であるダイヤルゲージでの軸芯出しは、経験豊富な熟練作業者の退職問題や、次の世代への技術の継承ができていないなど、課題を抱える企業も多くあるようです。
そのような課題をお持ちの企業が積極的に導入しているのがレーザー式の軸芯出し測定器です。
レーザー式によるメリットは、難しい操作はなく正確な精度の芯出しが可能な点です。レーザーを送受信する2つのユニットをそれぞれ固定機械側と調整機械側に取り付け、3か所で測定を行えば、現在のズレ値と調整値がディスプレイユニットに表示される仕組みになっています。

おわりに
このように、どの部位で損傷が発生しているのかを判断するために、振動計が使用されることは多いです。特に気を付けたいのは、転動体の損傷です。
軸受の転動体は一般的に内輪、外輪よりも高強度・高硬度の材料で製作されています。仮に転動体が破損すると、軸と軸受の噛み込みが発生し、重大な損傷を引き起こしたり、機器トリップに至ったりする可能性が高いため、一般的に転動体損傷周波数が検知された場合、軸受の交換時期とされ、速やかな対応が望ましいとされています。
一方で、内輪や外輪の損傷が疑われるものの、どうしても設備をすぐに停止できない場合は傾向監視を強化しつつ、しばらくの間稼働するという選択肢を取る場合もあるようです。
ただし、傷は消えることはないので、保守点検可能なタイミングがあれば、そこで軸受交換をされる企業様がほとんどです。大型の軸受で、予備品保有等がない場合は、あらかじめ傷の可能性を把握することで、前持った部品調達ができるので、停止時の計画的な作業を実現してくれます。
一部製品はレンタルを行っておりますので、実際に使用してみたい方はこちらのフォームよりお問い合わせください。
文/いしだ
※一部写真はPIXTAにて購入し、掲載しています。



