ブログ
6.232016
FFT解析で軸受の不良個所を特定!どんなメリットがあるの?

軸受(ベアリング)の不良個所が特定できるFFT解析について以前解説しました。
では、「軸受の不良個所」すなわち”内輪”、”外輪”、”転動体(コロ)”、”保持器(リテーナー)”のどこに損傷が起きている可能性が高いのかを判別することのメリットとは何なのでしょうか。FFT解析の復習をしながら、その点について考えてみましょう。
FFT解析というけれど、何を解析するの?
FFTとは、Fast Fourier Transformの略で、後述する時間軸波形を周波数スペクトルに変換する、すなわち計算機上で高速に計算するアルゴリズムのことをFFT(高速フーリエ変換)と呼びます。
横軸に「周波数」を、縦軸に「振幅(振動信号の強弱)」をとったものを「周波数スペクトル」と呼び、これを解析することで、軸受の不良個所を特定することができます。
FFT解析実施にあたっては、まず振動加速度センサやAEセンサを使用し、稼働中の機械で発生している振動信号を取得します。センサの内部には圧電素子という部品が組み込まれており、この圧電素子に機械的な力やひずみがかかると、電圧が発生します。この性質を利用し、周波数を可視化=周波数スペクトルに変換し、解析します。
発生している周波数は実にさまざま
ただ、解析も一筋縄ではいきません。なぜなら、回転機械から発生しているさまざまな音や振動は、低周波領域から高周波領域に至る周波数が交じり合った状態だからです。モーターが稼働している音、それに伴い回転するシャフト(軸)やカップリング、軸受(ベアリング)の振動、ポンプであればキャビテーション……さまざまな外部要因が存在します。軸受傷に起因する周波数が発生しているか否かを判別するためには、それぞれの固有周波数と照合し、要因を一つひとつ除外していく必要があるのです。
<想定される要因>
(低周波領域)
● カップリングのミスアライメント
● インペラーのアンバランス
(高周波領域)
● 歯車の噛み合いによる振動
● ポンプのキャビテーション
● 軸受の振動 …etc.
時間軸波形と周波数スペクトル
ではこれらの周波数をどのようにして分解し、発生要因を見極めていけばいいのでしょうか。ここでは①時間軸波形と①周波数スペクトルをご紹介していきます。
下図は、センサが取得した電圧を個々の周波数に分解し、波形の時間的変化を示したものです(横軸:t)。これは時間軸波形と呼ばれています。
出力される周波数はさまざまで、電圧の強弱は振幅(波の高さ)であらわされます。振動計であれば、振動が小さい場合は電圧も小さく、振動が大きい場合は電圧も大きくなります。しかし、このような時間軸波形を見るだけでは、どの部位に起因する周波数なのか判別することができません。
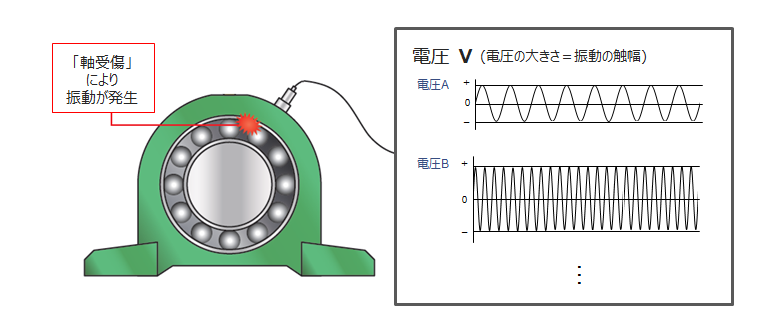
そのため、この時間軸波形を基に、横軸に「周波数(波の個数)」を、縦軸に「振動の強弱(波の高さ=振幅)」をとったものが周波数スペクトルと呼ばれるもので、この波形を用いて診断を行います。
周波数スペクトルを用いた軸受診断
では、軸受の診断に焦点をあててみましょう。軸受には構成部品(内輪・外輪・転動体・保持器)に損傷周波数というものがあり、軸径・型式・回転数などから算出することができます。最近では、製造メーカーのWebサイトに掲載されていたり、自動計算ソフトが組み込まれていたりしますので、そちらを使うと便利です。
卓越した周波数があった場合、損傷周波数(およびその整数倍)と合致するかを確認することで、軸受に損傷があるか否か、その部位を確認することができます。振動加速度センサで計測した具体的な例でみていきましょう。
ある軸受の計測時に取得した振動センサからの信号の時間波形(包絡線(エンベロープ)処理適用)を周波数スペクトルに変換しました。すると、いくつか卓越した周波数があることが確認できます。(ここでは横軸:周波数、縦軸:g(RMS)が出力されています)。
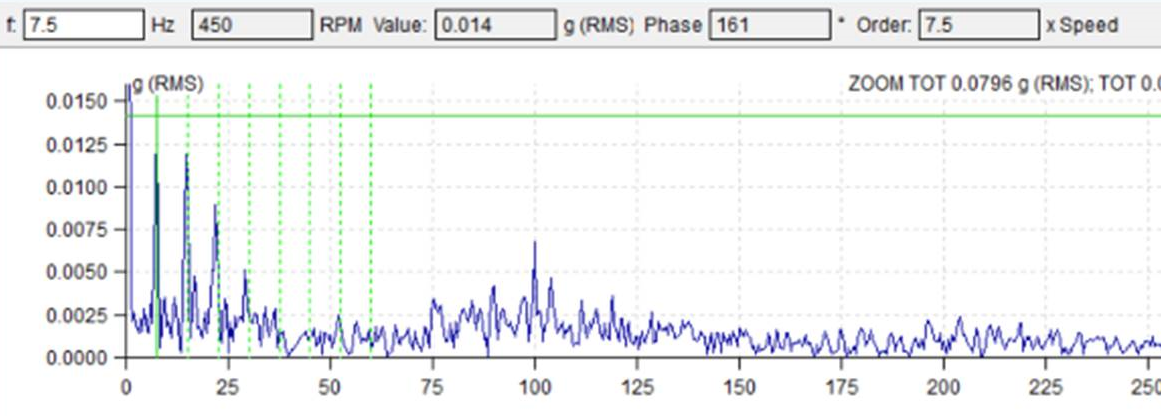
軸受の損傷周波数を調べたところ、外輪損傷周波数=6.7Hzでした。FFT解析のピークを見てみると、7Hz近辺とその整数倍に合致していることが確認できます。このことから、外輪に損傷が発生している可能性が疑われます。機械をストップし、開放を実施したところこのように外輪に損傷がある状態でした。

軸受個所を特定できることで得られるメリットとは
特に気を付けたいのは、玉(コロ、転動体)の損傷です。軸受の玉は一般的に内輪、外輪よりも固い素材でつくられています。仮に玉が破損すると噛み込みが発生し、機器停止に至る可能性が高いため、一般的に玉損傷周波数が検知された場合、軸受の交換時期とされています。
逆にいえば、内輪や外輪の損傷が疑われるものの、どうしても設備をすぐに停止できない場合は傾向監視を強化しつつ、しばらくの間稼働するという選択肢を取ることもできるということです。このような選択肢も診断ツールを使用し、管理することにより享受できるメリットですね。
おわりに
汎用的に使用されているセンサといえば、やはり振動加速度センサでしょう。一般的な振動加速度センサが対象にしているのは、5-20kHz程度といわれており、私たちの可聴域もおおむねこの中に含まれます。圧電素子は水晶・ロッシェル塩でつくられることが多いようです。
文/いしだ



