熱膨張を考慮に入れて芯出ししたはずなのに、振動が発生。その原因を考察したケーススタディをご紹介します。
経緯
ガスを提供しているドイツの会社で高い振動レベルが検出された機械のトラブルシューティングが行われました。対象機械は、プロセスに窒素ガスを供給するギア付き圧縮機でした。イージーレーザー社の担当は連絡を受け、この会議に参加しました。
イージーレーザー社が調査の一環として、最後に行った軸芯出しの測定結果レポートを確認したところ、熱補正が適用されていたことは確認できました。
検証
さらなる調査のため、さまざまな状態で検証を行いました。手順は下記の通りです。
1. 低温状態での芯出し状態の確認。
2. 低温から運転温度に達するまでの動的測定。
3. 高温状態での芯出し状態の確認。
4. 高温から低温までの動的測定。
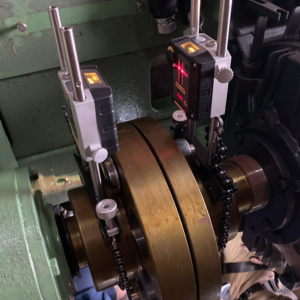
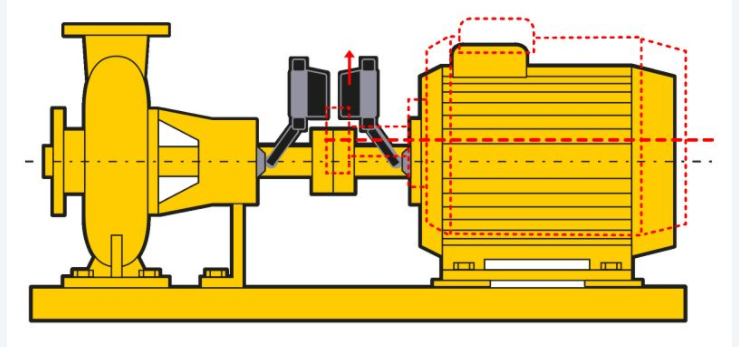
機械が非稼働状態で静止しているとき、すなわち機械低温時の芯出し状態を確認することから始めました。次に、モーターと圧縮機にレーザーセンサを取り付けて、いわゆる動的測定(プログラムEasyTrendを使用)を行いました。圧縮運転開始後の、動きを測定しました。まず、機械が運転温度に達するまで動的測定を実行しました。その後、機械の電源を切り、高温状態で軸芯出しの検証を行いました。その後、センサを再びマシンに取り付け、高温から低温への動きを測定しました。
結論
確認の結果、低温状態で熱補正値を適用し芯出し作業が行われていたことがわかりましたが、適正値の2倍以上で芯出しされており、ミスアライメントが発生していたことが判明しました。過去に機械を調整したときに、補正値の誤った解釈がされたか、何か手違いが発生したことは間違いありません。
低温から運転状態までの動的測定により、熱膨張による垂直方向への圧縮機の動きは、指定の熱補正値とまったく同じであることが確認できました。しかし、通常の2倍の補正値で芯出しされたため、圧縮機は垂直方向に大きくずれていました。さらに驚いたことに、圧縮機が水平方向にも1.3 mm移動していたことがわかりました。これは誰も予想していなかったことです。 1.3mmの水平方向のずれは非常に深刻です。
高温状態から低温状態までの動的測定により、圧縮機が冷却されていく過程での移動の方向とその量について知ることができました。
おわりに
熱補正値が正しく、機械が適切に設置されていると思い込むことは危険です。条件を確認した上で、機械の軸芯出しを行いましょう。
シャフトアライメント(軸芯出し)に興味がある方におすすめ
![]() 【製品ページ】回転機械の軸芯出し
【製品ページ】回転機械の軸芯出し
![]() 【よくある質問】適用できる最小・最大軸径(シャフト径)はどの程度ですか?
【よくある質問】適用できる最小・最大軸径(シャフト径)はどの程度ですか?
![]() 【よくある質問】どのように型式の選定をすればよいのかわかりません。
【よくある質問】どのように型式の選定をすればよいのかわかりません。
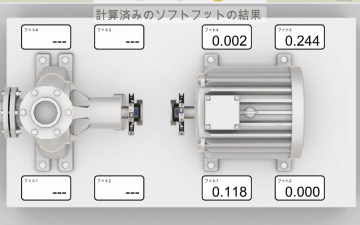
![]() 【よくある質問】ベースのガタ(ソフトフット)がある機械でもイージーレーザー®を使用できますか?
【よくある質問】ベースのガタ(ソフトフット)がある機械でもイージーレーザー®を使用できますか?
※本サイトは鉄原実業株式会社![]() が運営しております。
が運営しております。
翻訳・編集/いしだ