稼働温度が40°Cの機械と、稼働温度が90°Cの機械を調整するのは同じだろうかと疑問に思ったことはありませんか。
これは熱膨張と呼ばれ、主に機械停止時(低温)と稼働時(高温)の温度差によって発生します。高温により金属が膨張し、機械のさまざまな部分が材質に応じて異なる膨張をします。これにより、稼働していない時に軸芯出しを行い、芯が出ている機械が、稼働している時には許容範囲を超えて位置ズレを起こすことがあります。
熱膨張の測定方法
熱膨張は、まず機械が冷えた状態でアライメント(軸芯出し)を行い、機械停止直後、完全な稼働温度に達した時に再度芯出し測定することで知ることができます。ただし、この方法は安全上の懸念から必ずしも実用的ではない場合があります。
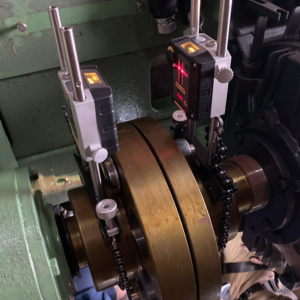
イージーレーザー®の動的測定ブラケットと、EasyTrendプログラムは、この問題に対処するために特別に設計されています。ブラケットを使用してレーザー測定ユニットを駆動機械と被駆動機械に取り付けると、機械の動作中にリアルタイムで現在のズレ量を測定できます。このブラケットは、測定ユニットへの機械の熱の伝達を防ぐように特別に設計されています。

ギアボックス-発電機の調整
熱膨張の確認
イージーレーザー社のパートナーであるSCI社の事例をご紹介しましょう。SCI社は最近、メキシコのプエブラ市郊外にあるエネルギープラントでアライメント作業(軸芯出し)を行うよう依頼を受けました。
機械列は、燃焼エンジン-ギアボックス-発電機で構成されていました。顧客は、以前から機械列の芯出しを行っており、冷間状態での許容誤差を0.06 mm 以内に抑えることを目指していたと述べています。機械メーカーは熱膨張に関する情報を顧客に提供していませんでした。
SCI社のFransisco Sosa氏は次のように説明しています。
「私たちは、稼働温度(高温状態)でのギアボックスと発電機のカップリングの精密な軸芯出しを実現するために、EasyTrend プログラムを使用していくつかの測定を実行することにしました。この際、動的測定ブラケットが非常に役立ちました。機械に取り付けたら、機械の起動時から測定を開始し、その後約3時間にわたって熱の増加を確認しました」
「ギアボックスの稼働温度が約80°Cで、ギアボックスが垂直方向に0.53 mm 移動したことをリアルタイムで確認できました。一方、水平方向の動きはごくわずかでした。ギアボックスと発電機の稼働温度の差は約30°C でした。機械の電源を切った後、クールダウン期間中(8時間)に、揺れがない状態で動的変動を計測し続け、結果を裏付けました」
測定レポート

高温から低温へ移行する時の動的測定結果です。グラフの黒い線は垂直方向のオフセットと角度を示し、黄色の線は水平方向を示しています。予想される熱膨張が明確にわかります。
しばらく機械を稼働した後にアライメントを確認した際のレポートが下図です。芯ズレ量は許容範囲内であることが確認されました。

おわりに
回転機械の信頼性の高い動作を確保するには、精密な軸芯出しが不可欠です。これにより、機械とその構成部品のパフォーマンスが向上し、耐用年数が長くなります。
動的測定は、機械のパフォーマンスに関するリアルタイムの洞察を提供する優れた補完機能で、機械の耐用年数を延ばすだけでなく、ダウンタイムとメンテナンス費用を最小限に抑えるのに役立ちます。イージーレーザー®をすでにご使用中であれば、ブラケット2つを追加するだけでこの機能を利用できます。
 |
 |
※本サイトは鉄原実業株式会社![]() が運営しております。
が運営しております。
文/いしだ