ブログ
12.142021
吐出弁の閉じ遅れを発見!データでわかる不良兆候
1974年製造の往復動圧縮機で、ライダーリングが破損し、シリンダ内部から吐出弁を介して吐出配管へと破損部が混入しました。この機器にはPROGNOST(プログノスト)社が開発・提供しているオンライン常時状態監視システムが取り付けられており、良好状態から初期不良の兆候、稼働停止直前までその経緯をデータで確認することができました。
ケーススタディ概要
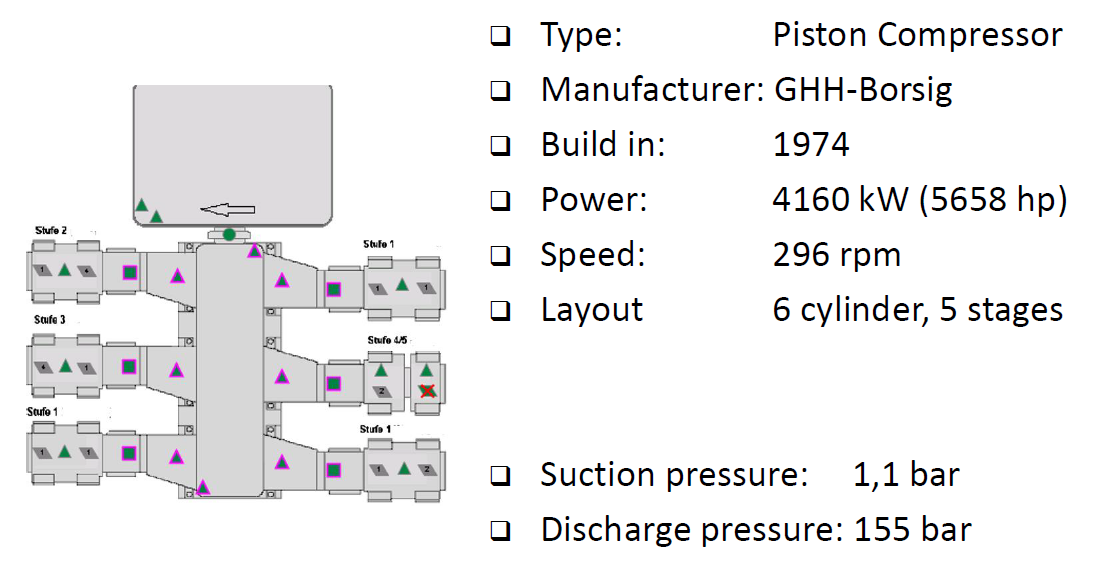
計測対象はGHH-Borsig社製、6列6筒5段のピストン式往復動圧縮機。回転数は296 rpm、吸入圧力:1.1 bar、吐出圧力:155 barで、PROGNOST®-SILverによる機器保護、PROGNOST®-NTで常時状態監視を実施していました。オンライン信号で不良兆候=吐出弁の閉じ遅れ発生を確認することができてから16時間経過後の20:30頃、圧縮機をマニュアルで停止しました。
センサ設置個所
対象機器には機器保護と状態監視のために複数の用途のセンサが設置されていました。
・クロスヘッド振動検知用加速度センサ 6個
・シリンダ振動検知用加速度センサ 7個
・ロッド変位計測用センサ 6個
・動的圧力センサ 12個
・フレーム(基礎・モーター)振動検知用速度センサ 5個
実際の取得データ
はじめに、良好状態時、クランクシャフト1回転中の各センサのオンライン信号を確認しておきましょう。
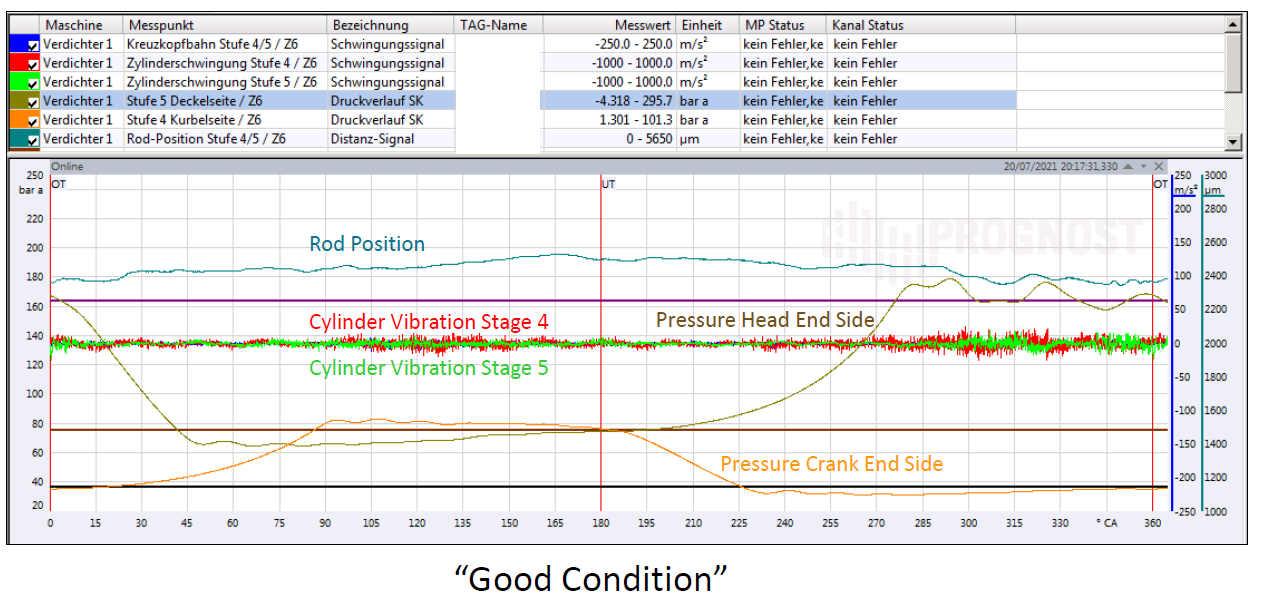
ロッドポジションの変位が緑、4段のシリンダ振動が赤、5段のシリンダ振動が黄緑、トップ側(HE/5段)の動的圧力と、ボトム側(CE/4段)の動的圧力も示されています。
次が不良の最初の兆候を捉えたオンライン信号です。5段トップ側の動的圧力が吐出配管圧力を上回っていることが確認できます。
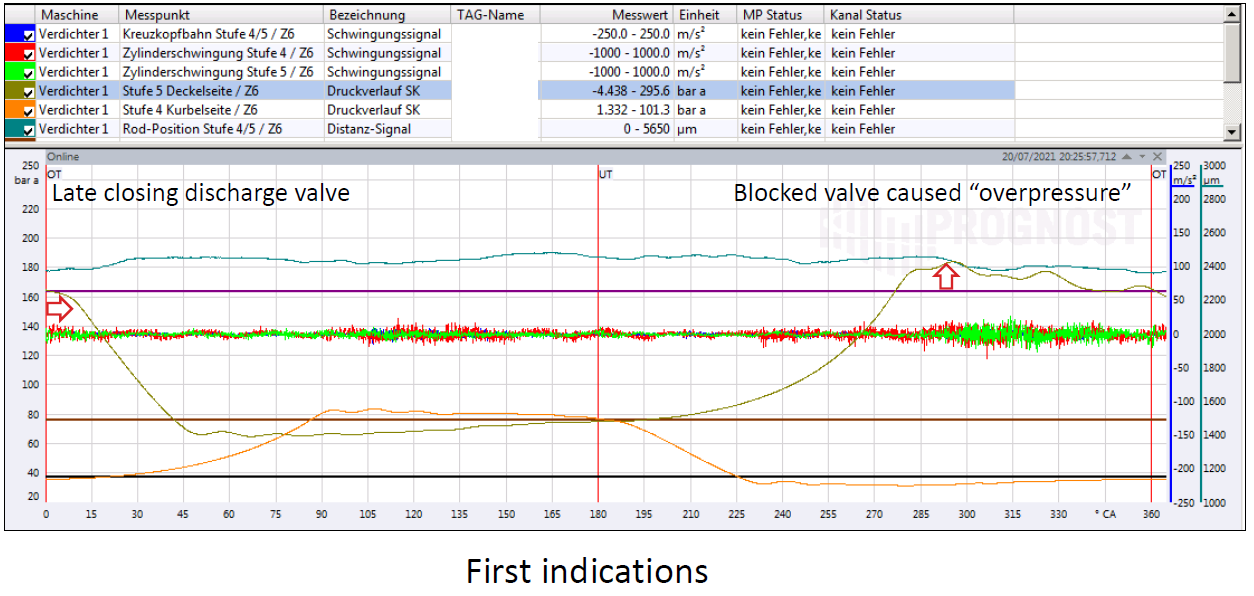
ここからは不良兆候が出てから20秒後、40秒後、90秒後、それぞれのオンライン信号です。
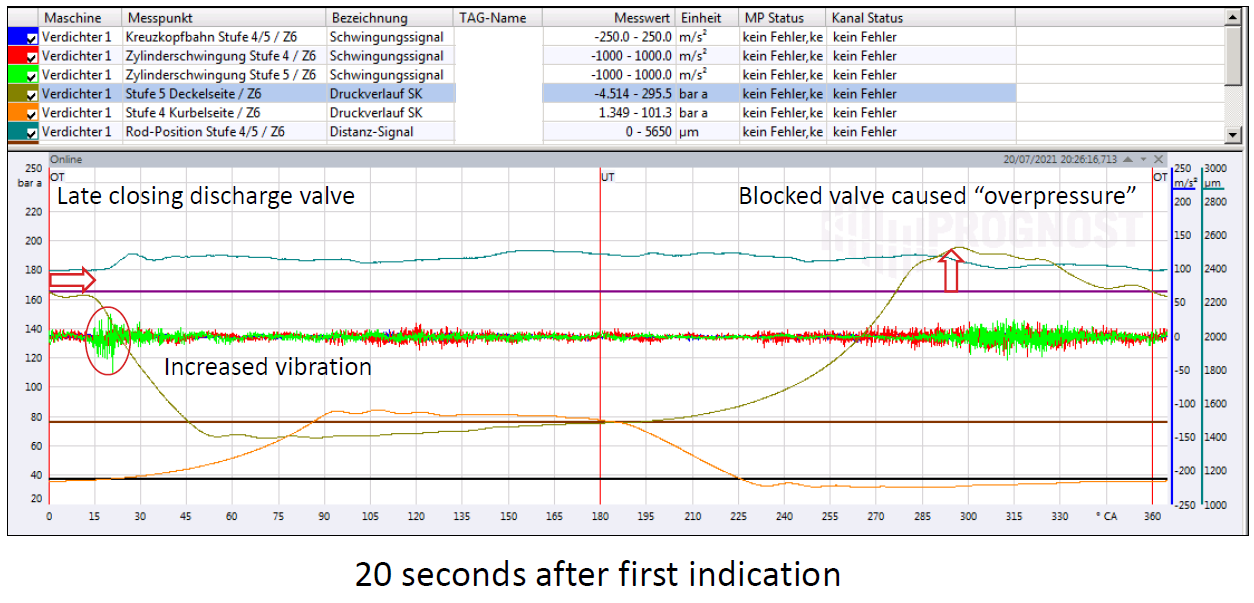
20秒後には、吐出弁の圧力超過が発生、吐出弁の閉じ遅れ現象が確認できます。クランク角度20°で5段シリンダの振動が大きくなっていることからも閉じ遅れが発生していることがわかります。
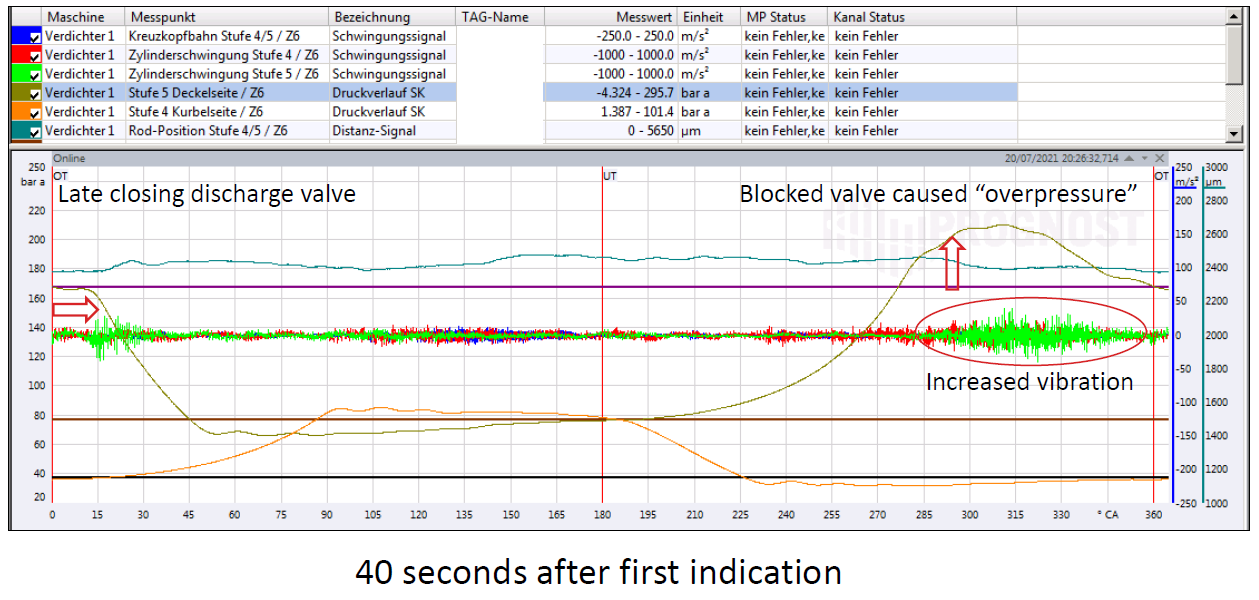
40秒後、吐出工程時の5段トップ側シリンダ振動が増加、吐出圧力も高くなっています。
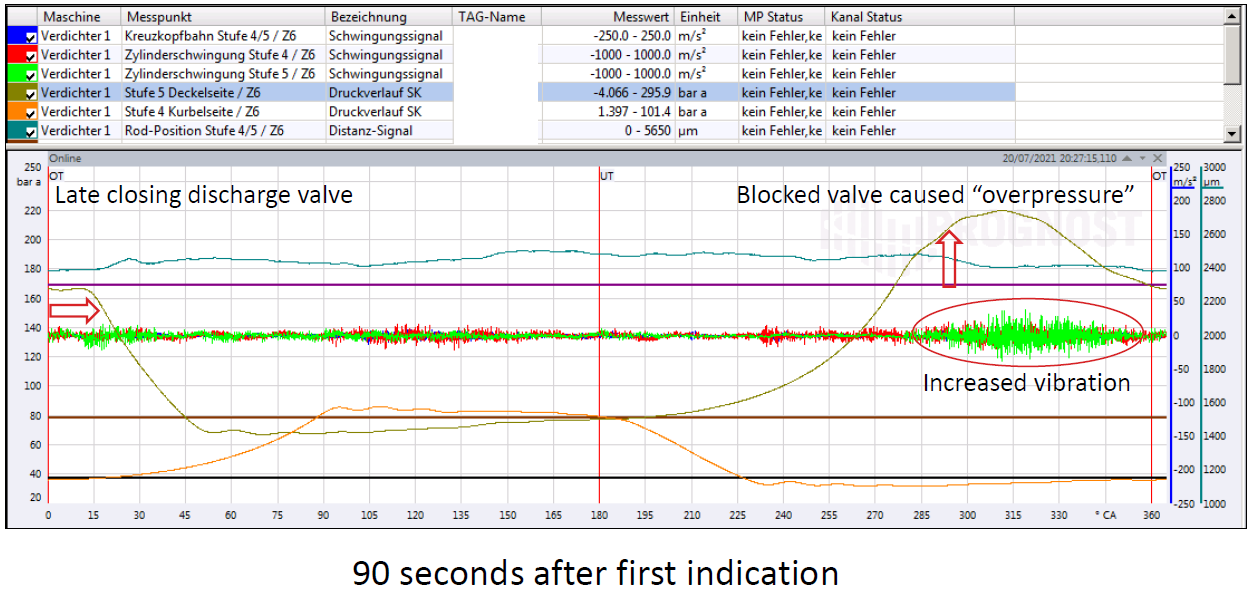
90秒後、吐出圧力がさらに上昇しています。
それぞれのオンライン信号を比較してみると、吐出圧力とシリンダ振動の変化が確認できます。

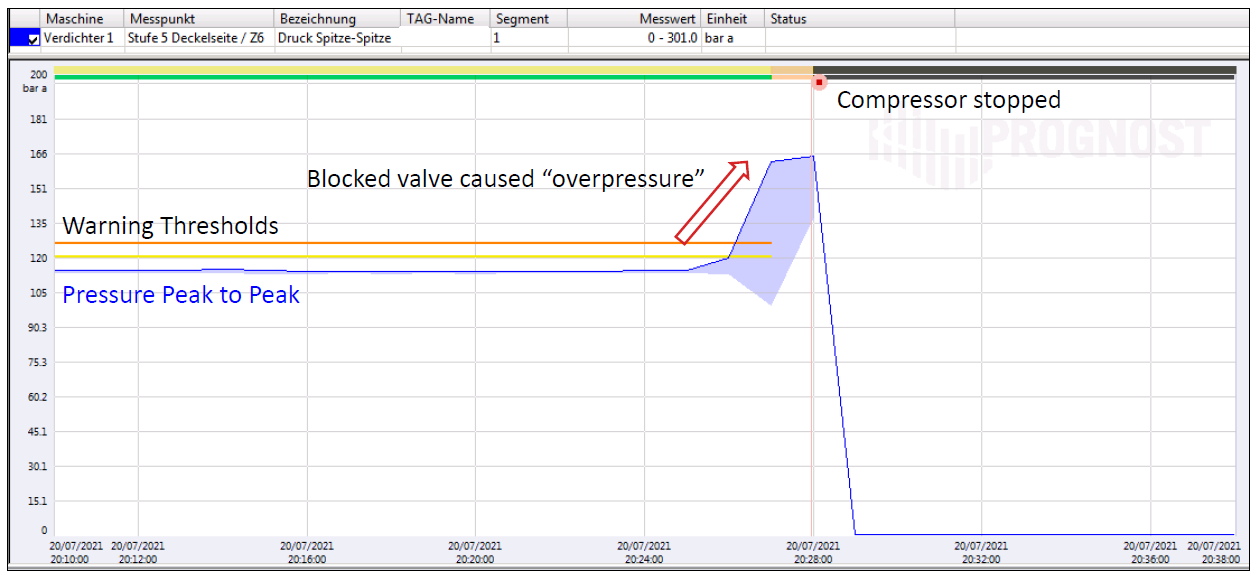
それでは圧力のピークトゥピークのトレンドもあわせて確認してみましょう。7月20日の20:26頃に、警告のしきい値を大幅に超過していました。
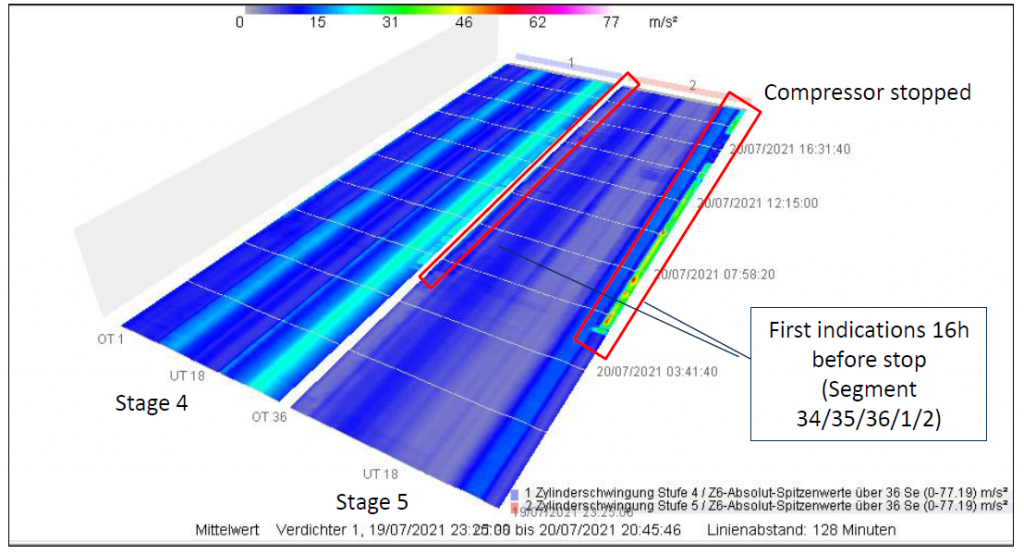
続いて、シリンダ振動についてのデータも見てみましょう。下図は4段(左)と5段(右)シリンダ振動の3Dウォーターフォールです。
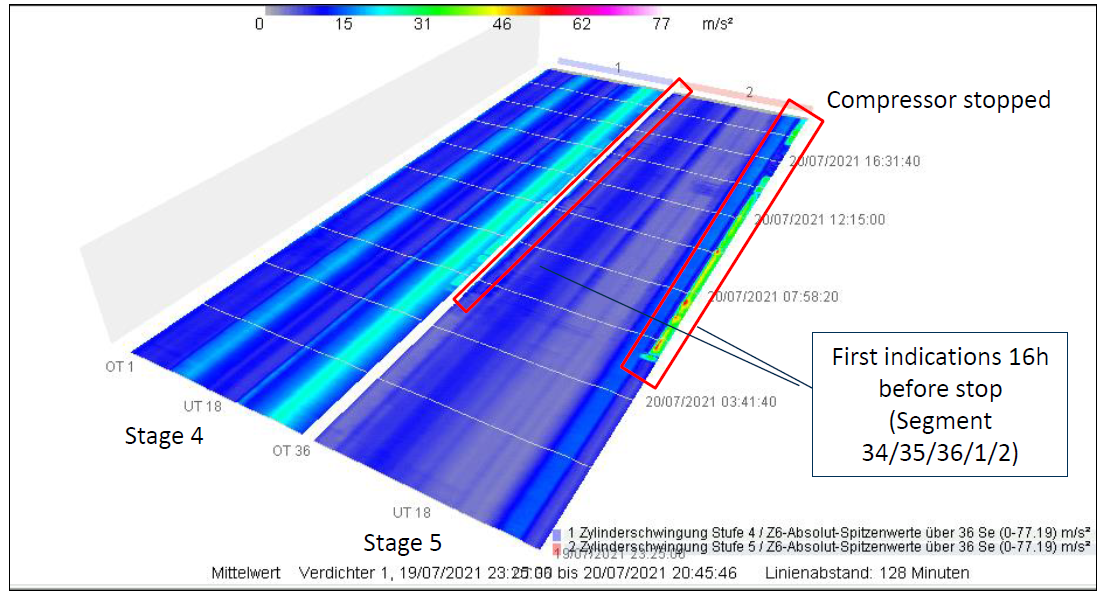
5段シリンダ振動のセグメント34/35/36/1/2において、7月20日の4:30頃から振幅値が上昇し始めたことが確認できます。
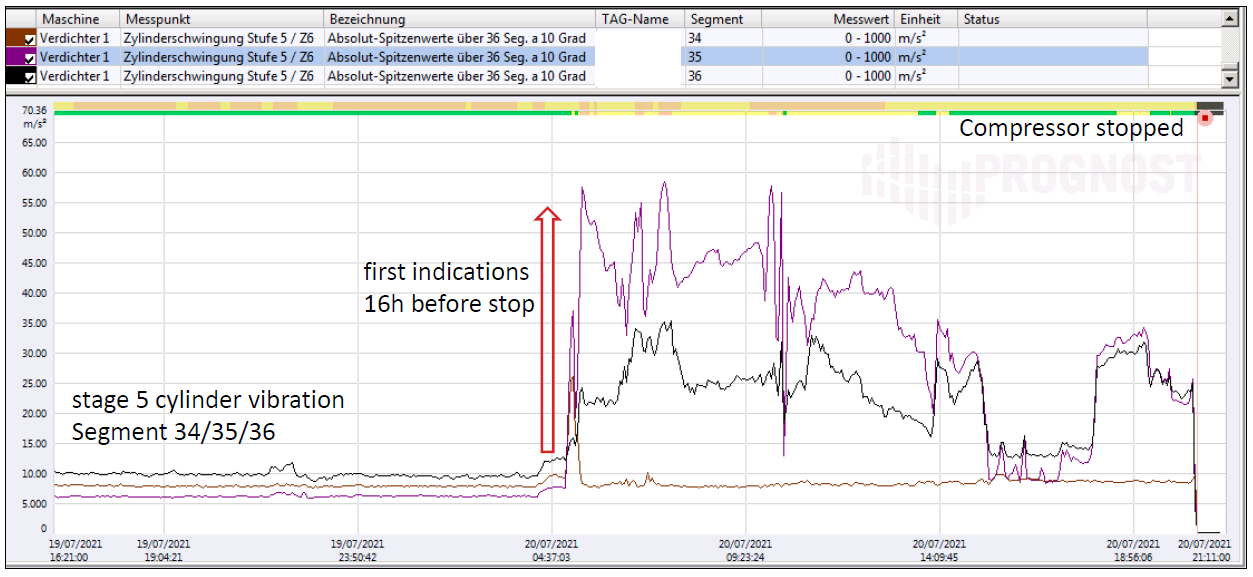
次はこの元データであるセグメント34/35/36のオンライン信号のトレンドです。7月20日の4:30以降、急激に振幅値に変化が出ています。
ロッドポジション変位のピークトゥピーク値の3Dウォーターフォールについてはどうでしょうか。
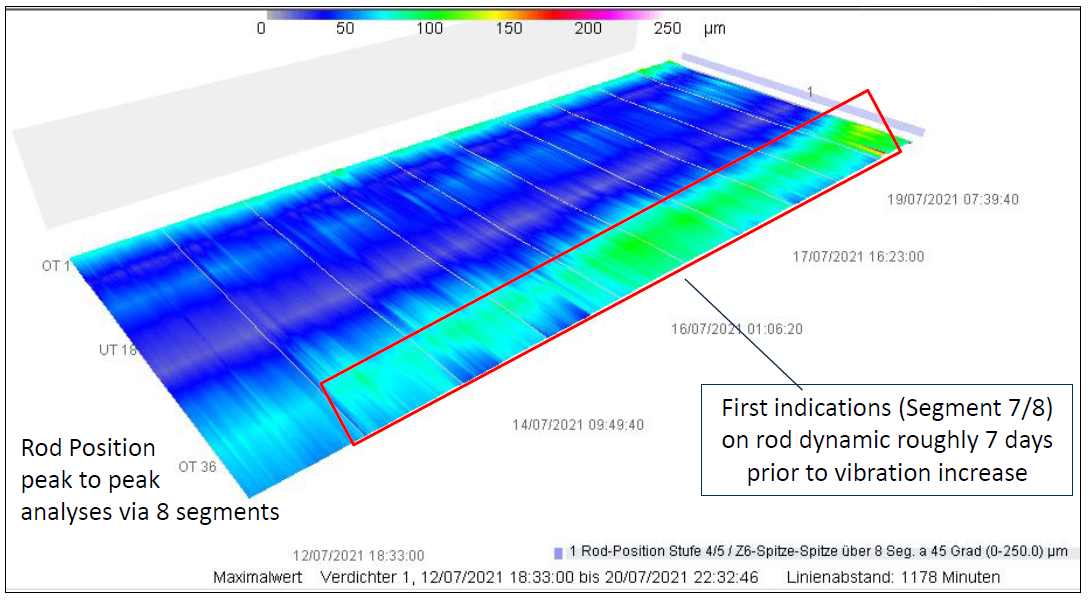
7月13日頃、すなわちオンライン信号に最初の不良初期兆候が出る7日前から、8セグメント中、セグメント7/8において、ロッド変位の振幅が上昇し始めていることがわかります。
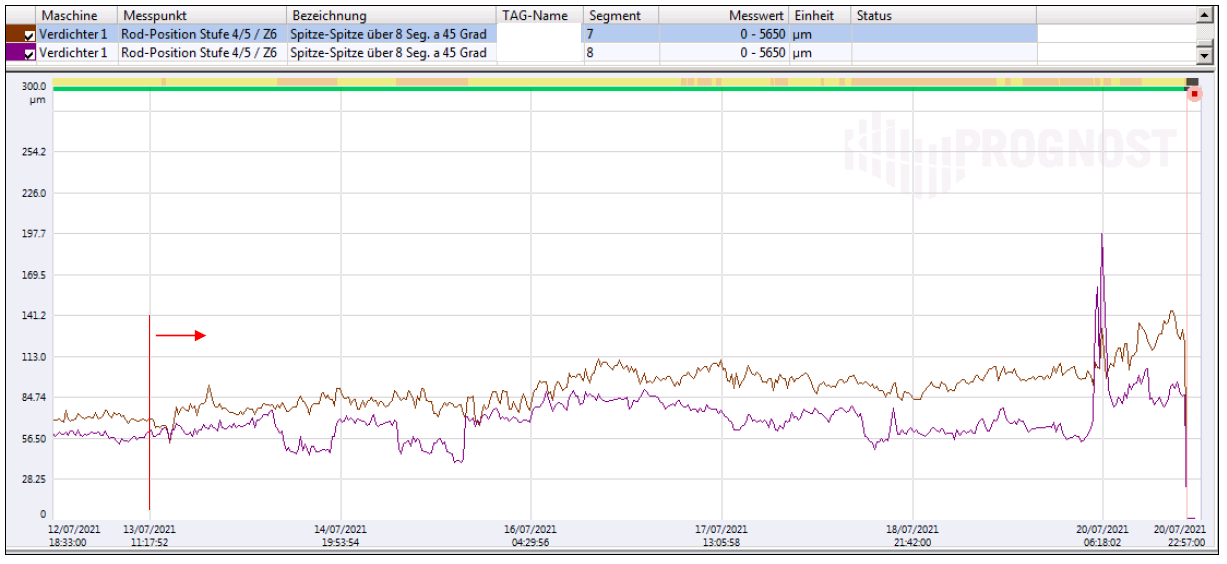
セグメント7/8のオンライン信号が下図です。7月13日11:00過ぎから変化が起きています。
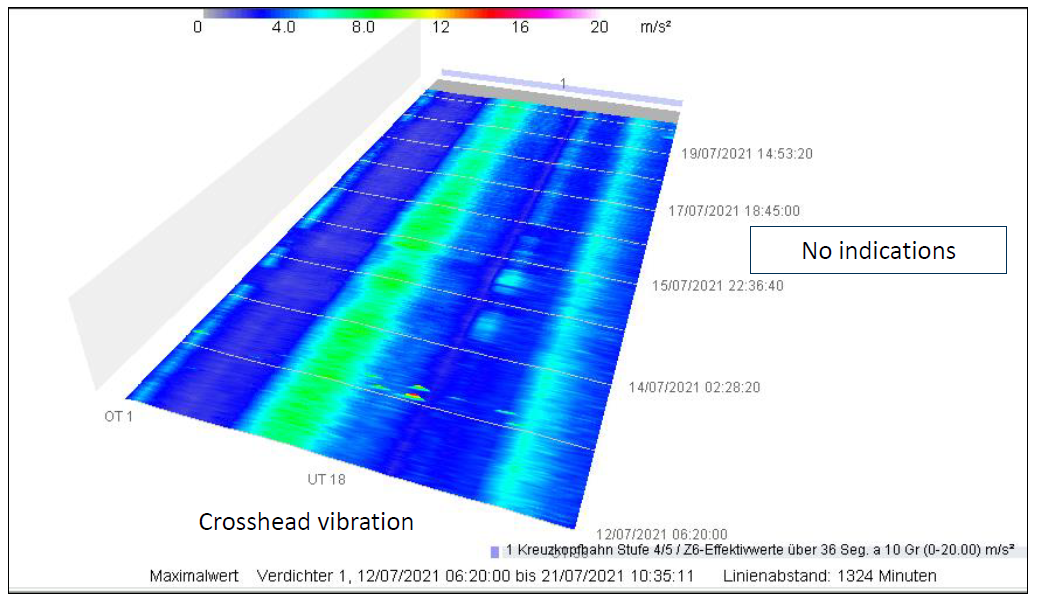
クロスヘッド振動についても3Dウォーターフォールを確認しましたが、特に不良兆候はありませんでした。
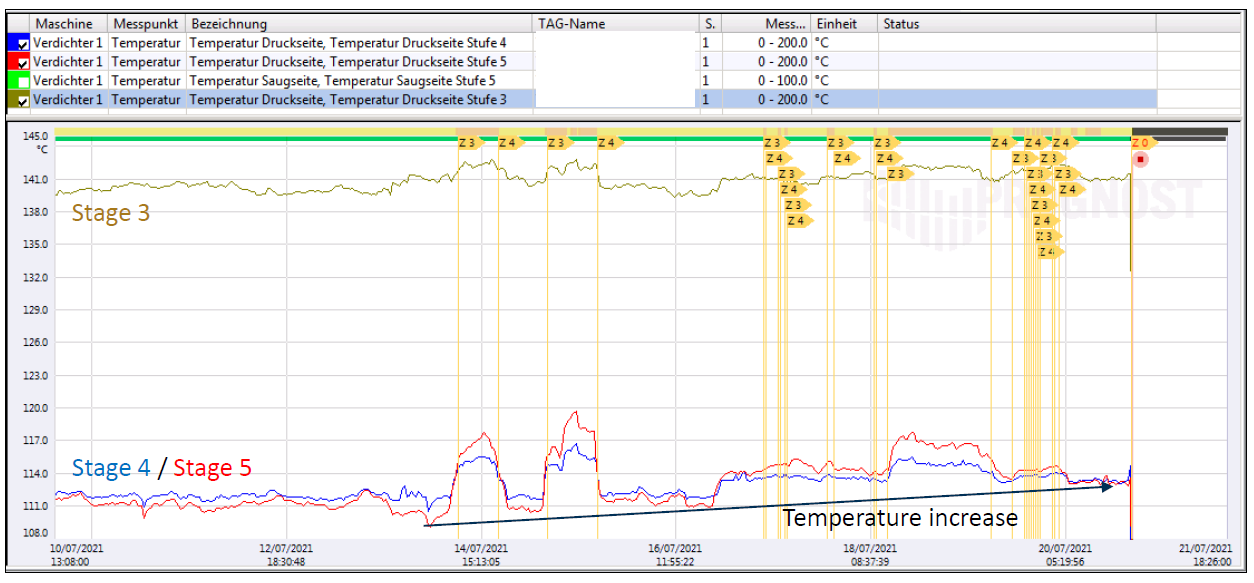
最後に温度のトレンドを確認しましょう。7月13日頃から4段と5段の温度が上昇傾向にあったことがわかります。
経緯まとめ
① 7月13日、ロッド変位の振幅が上昇。クロスヘッド振動には変化なし。
② 同日から4段と5段シリンダの温度が上昇傾向にあった。
③ 7月20日 4:30頃から5段シリンダ振動の振幅値上昇。
④ 5段シリンダの吐出工程時の吐出圧力が配管圧力を超過→吐出弁の閉じ遅れ現象が確認できる。
⑤ 同日20:26頃に、5段シリンダの動的圧力が警告のしきい値を大幅に超過。
⑥ 20:30頃、マニュアルで機械を停止。
今回の事例は、ライダーリングの欠損が起点になっています。
ライダーリングの欠損片が吐出弁に閉塞することで、7月20日には振動と圧力の上昇が確認されました。圧力の上昇は高圧部品への負荷となり、安全上も問題があることから、好ましい事象ではありません。欠損片の吐出側への混入も、プロセスへの影響が出てしまいます。
つまり、本事例は止めるべきタイミングのギリギリで停止を実施したといえます。
一方で、ロッド変位信号は、振動や圧力が上昇する1週間前の7月14日頃から不良の兆候が見られました。つまり、ロッド変位信号は、異常を最も早く検知していたといえます。
本事例に限らず、ロッド変位信号は、リング類の不良や、部品の破損の初期兆候をとらえることができる重要なセンサです。ロッド変位センサを設置し、適切な境界値設定をすることで、部品の不良を防ぎ、他部品への影響や二次的不良を防ぐことにつながります。
おわりに
停止判定は本事例のように難しいです。ただ、監視システムがあれば、変化する現象に対し先手先手で診断対応ができますが、監視システムがなければ、急な圧力上昇で機器停止となりかねず、最悪の場合、事態はもっとひどいものになっていたかもしれません。
クロスヘッドやシリンダ、ロッドなど、それぞれ取り付けられたセンサが取得した情報を総合的に確認することで、どこで、どのような不良が発生しているのかを判断することができるのがオンライン常時状態監視システムのメリットです。
PROGNOST社のシステムはセグメント解析という手法を取り入れ、警告や警報などの精度も高いシステムとなっています。ご興味ある方はこちらからお問い合わせください。
文/いしだ



