ブログ
10.132020
さまざまな種類の振動を用いた回転機器モニタリング
機器の適切な状態監視において、最も重要なことは何でしょうか。今回ご紹介するのは、状態監視に欠かせない「振動」に関する動画とその解説です。
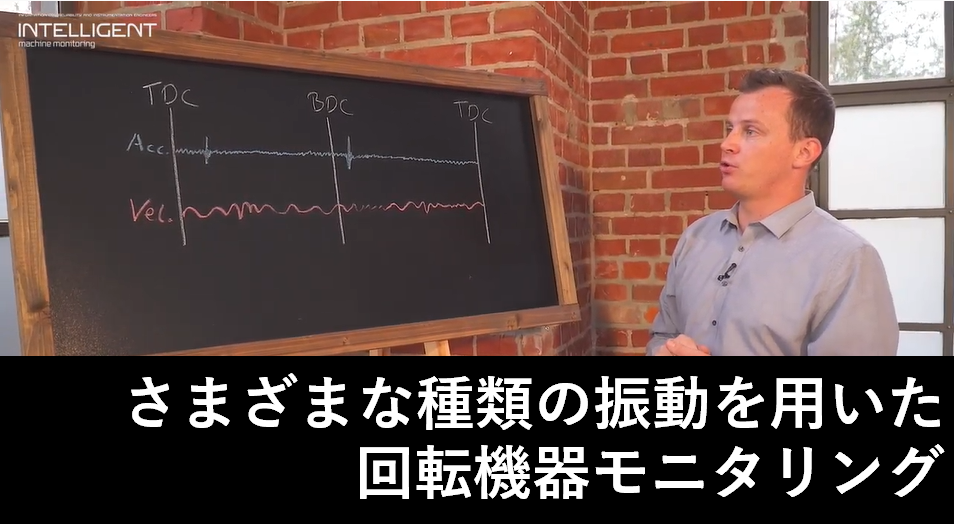
加速度センサと速度センサの相違点
振動にまつわるセンサとしては、①加速度センサ、②速度センサ、③変位(近接)センサが挙げられます。本日の解説では変位センサは除外し、加速度と速度の信号に焦点を当てます。変位センサに関しては、別のコラムで解説しています。
両者の最も大きな違い、それは、加速度信号は速度信号よりも高周波な信号であることです。この加速度センサを使用する個所は、例えばシリンダです。いくつかあるバルブの開閉挙動、すなわち高周波の衝撃をモニタリングしたいからです。それぞれのバルブの「開」「閉」によって振動が発生しますので、その振動を加速度センサで計測します。
さらに、クロスヘッド部の振動監視のためにも加速度センサを使用します。大きな衝撃がある個所ではありませんが、ロッド荷重の切り替わりがあり、常時、高周波の振動が発生しています。
速度センサを使用する場合、周波数領域が低く、加速度センサのように完全な周波数レンジを把握することができません。そのため例えば、フレームの監視に用いられます。
クロスヘッドの振動監視に加速度センサを使用するのはなぜ?
往復動圧縮機の心臓部ともいえるクロスヘッドスライド。大端メタルやクロスシュー、コネクティングロッドなど、重要な部品が多く集まっている個所です。オンライン状態監視システム「PROGNOST」では、クロスヘッド部の部品自体または部品同士の小さな傷や緩み、亀裂から発生するわずかな金属と金属の接触、および衝突による微細な不良初期の段階で、振動を検知するために、振動加速度センサを取り付け、モニタリングを行います。この微細な振動を検知することにより、クロスシューの焼き付きやピンメタルの剥離、プランジャ接合部の緩み、ボルトの折損などの早期検知が可能になります。
さて、ここまでご覧になった方で、すでに往復動圧縮機の振動解析について知見がある方の中には、「クロスヘッド監視項目は加速度ではなく、”速度”では?」と疑問に思った方がいるかもしれません。
確かに、例えばこれが遠心圧縮機であれば、フレームや機械全体のアンバランス、もしくはミスアライメントなどの不良に起因する振動は低周波帯域(1kHz)の振動で、これらの不良を検知するために速度計は有効です。しかし、往復動圧縮機のクロスヘッド部やフレーム部でこのような低周波帯域の不良が発生した場合、それは既に致命的な不良であるとされます。
そこでPROGNOSTシステムでは、初期不良の段階で検知するべく、速度センサでは検知が難しい高周波帯域(1kHz-10kHz)の振動を捉えることができる加速度センサを用いています。これは、転がり軸受の微細な傷を加速度センサで捉えるのと同様の原理であり、往復動圧縮機のコンディションモニタリングにおけるPROGNOSTの優位性の一つといえます。
加速度による微細な傷の検知は、高周波数帯域のセンサを使用したとしても、システム側の処理能力(解像度)が不足すると、有用な異常診断を実施することができません。しかし、PROGNOSTシステムは高解像度、かつ高速で信号処理が可能であるため、加速度センサでの振動解析を推奨しています。
おわりに
ちなみに、加速度センサでも広周波帯域のもの(数Hz~20kHz)がありますので、そのようなセンサを使えば、加速度でもアンバランスやミスアライメントの捕捉が可能です。そのため、最近の振動解析では、多くの場合において、加速度を選定することが多いそうですよ。
PROGNOST社のYouTubeチャンネルでは、今回ご紹介した加速度と速度について、約8分の動画で解説しています。
文/いしだ



