ブログ
10.202020
自動p-V線図解析に欠かせないポリトロープ指数とは?
本日は往復動圧縮機のモニタリングの中でも、最もパワフルな解析手法であるp-V線図解析について解説します。p-V線図解析は通常、深い知見が必要とされる専門性の高い解析の一つと考えられていますが、実は状態監視システムを利用することで、吸入/吐出どちらの弁で不良が発生しているか、もしくはピストンリング漏れなのかといった情報を簡単に得ることができます。その理由を解説します。
p-V線図とは?
まずはじめに、p-V線図のおさらいです。p-Vという名称は圧力(Pressure)と容積(Volume)の頭文字で縦軸は圧力、横軸は容積を示しています。圧縮室(シリンダ)内の容積と圧力の相関が図示されており、典型的な往復動圧縮機には圧縮から再膨張に至るまで主に4つの行程があります。
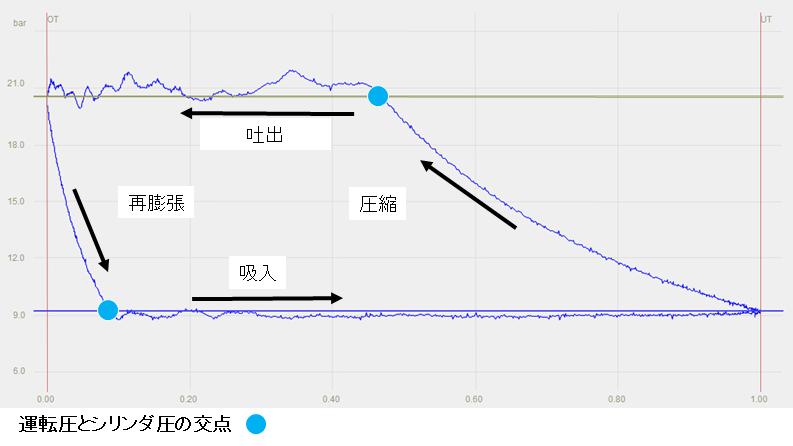
通常は、下死点(右下の交点)を起点にします。ピストンが最もクロスヘッド側にあるときで、圧縮室内にあるガスの圧縮が始まります。圧力は吐出圧力に到達するまで徐々に上がっていき、吐出弁が開きます。圧縮室のガスは吐出配管へと流れていきます。ピストンは上死点に到達し、クリアランスボリュームに残ったガス以外、すべてのガスが吐出されます。そしてピストンは下死点へと戻り始めます。ピストンが動くにつれて圧力は下がり、吐出弁が閉じます。圧縮室はシールされている状態のまま、容積が大きくなることで、吸入圧力まで下がります。そして吸入弁が開き、吸入行程の間、圧縮室内はフレッシュなガスで満たされます。これを1サイクルとして、分毎に同様のサイクルが何百回と繰り返されます。
不良発生時のp-V線図はどう変化するか
ここからは「圧縮」と「(再)膨張」に注目してお話していきます。この2つの行程は圧縮室内がシールされている状態のため、吸入弁と吐出弁の漏れの影響が一番顕著に現れるからです。自動でのバルブ漏れの不良検知に一番適している段階と言えます。
シリンダからのガスの漏れは、p-V線図においては2つの方向から生じます。一つは高圧側からのシリンダ内へのガスの流入、もう一つはシリンダ内の高圧ガスが低圧側である吸入配管へと流出するケースです。
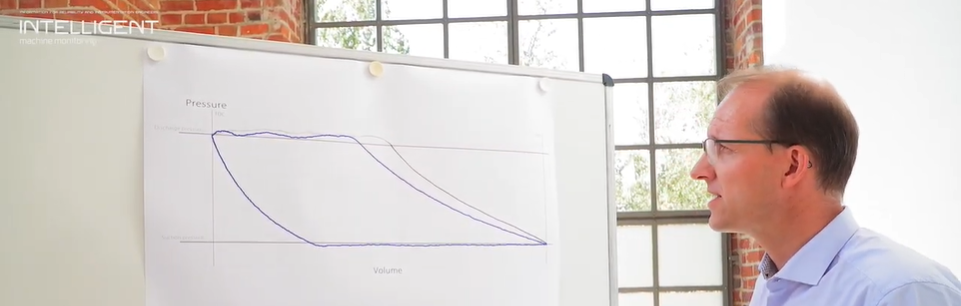
まずは吐出弁でガス漏れが発生していると想定しましょう。青線のカーブはバルブのシール機能が働いた理想的な圧縮室内の環境を示しています。バルブにより、しっかりとシールされている良好状態で圧縮室が完全に密閉されている状態であれば、吸入配管側へガスが流出したり、吐出配管側からガスが流入したりすることはありません。
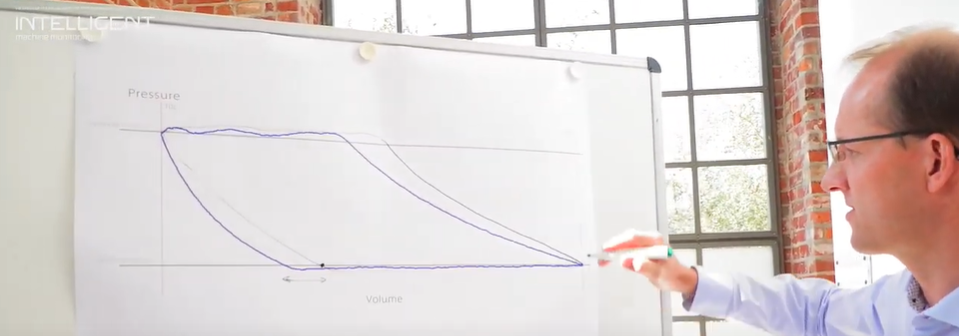
ではここで、吐出弁でガス漏れが発生したとしましょう。それは吐出配管の高圧ガスがシリンダ内へと流入することを意味します。高圧のガスが絶えず圧縮室内に流入することで、通常よりも短い時間で圧縮室内のガス圧が高くなっていきます。そのため、このカーブはこのような軌跡を描き吐出圧力に通常よりも早く到達します。容積において、吐出弁が開くタイミングを見てみると通常よりも早まっていることがわかります。
上死点では容積が最小になり、膨張行程が始まります。膨張はピストンが下死点から上死点へ向かうときの行程です。吐出弁を通じてガスが漏れていた場合は、膨張のカーブは吸入圧に到達するまで、より時間がかかります。継続的に吐出側から高圧のガスが流入している影響で、吸入弁が開くタイミングが遅れることになります。
自動でこれらをモニタリングするにはこの圧縮行程と膨張行程のカーブに着目することが重要です。
ポリトロープ指数と容積の自動モニタリング
鍵となる状態監視項目の一つがポリトロープ指数(polytropic exponent)です。ポリトロープ指数とは、ガスごとに設定されているパラメータです。ポリトロープ指数は、良好状態を表す青線のカーブがどのくらいのスピードで吐出圧に到達するかを定義します。
自動モニタリングによる追跡手法ではこの圧力カーブの鋭角、すなわちポリトロープ指数を圧力カーブをもとに算出することができます。そして、良好時と比べて不良発生時のポリトロープ指数にどの程度変化があるかについても、モニタリングすることができます。
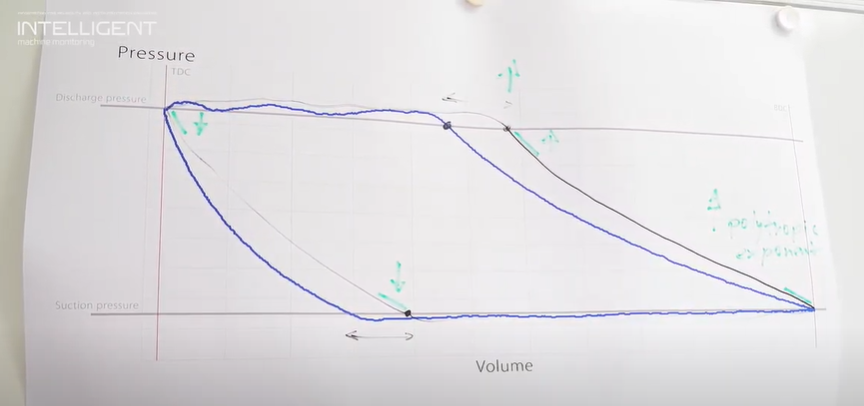
着目するべきもう一つのパラメータはこの部分の容積です。圧力が吐出圧レベルに到達するポイントには先ほどと同様、ギャップが存在します。左が良好時、右が不良発生時です。
圧縮行程側の2か所のポリトロープ指数、そして容積、これら3点のパラメータ、そして膨張行程側の3点のパラメータを常時監視することで、漏れなどの不良の自動検知が可能になります。
おわりに
このようにモニタリングやトレンド管理は、ポリトロープ指数の水準や吐出圧とp-V線図の交点をもとにシステムが自動的に解析を行ってくれますので、専門的な知識やマニュアルでの作業が必要ありません。
YouTubeでは吐出弁、吸入弁不良による漏れのほか、ピストンリング不良による漏れのケースで、ポリトロープ指数がどのように変化するのかを詳しく解説しています。日本語字幕も選択できますので、お時間ある方はこちらもご覧くださいね。
文/いしだ



