ブログ
9.212021
ギアボックスの状態診断に用いられる3つの解析手法 ~前編~
回転速度を減速もしくは増速するために用いられるギアボックス。他には軸の回転を時計回り、あるいは反時計回りに変更する必要がある、複数軸の出力が必要なときなどに使用されます。
本コラムではオンライン状態監視システム「PROGNOST」を開発・提供しているPROGNOST社のYouTubeチャンネルにて解説しているギアボックスの基本的な機能についての説明と、典型的な故障モードは何か、また振動法を用いた不良検知の仕方についての翻訳内容をお届けします。
ギアの嚙み合い周波数とは
ギアボックスは先述した通り、回転速度を減速もしくは増速したり、軸の回転を変更したり、複数軸の出力が必要なときに用いられます。すべてのギアボックスに共通するのはギア(歯車)で構成されることです。
ギアボックスにおいて1つのシャフトから別のシャフトに荷重が伝わる方法を調べ、歯自体の設計の詳細についても調べてみると興味深いことがわかります。ある歯は他の歯と接触していますが、興味深いのは、これらの歯は直線ではなく、湾曲した形状、つまり「はすば歯車」を採用していることです。これにより、これら2つの歯の接触面の間に良好な潤滑性が得られます。また、点接触ではなく、一定距離の線に近い接触のため面圧を下げてるといえます。
片方の歯がもう片方と交わるたび、力の伝達をすることができます。この歯の接触により、いわゆるギアの噛み合い周波数と呼ばれる衝撃が発生します。噛み合い周波数は、入力軸と出力軸の速度、および歯の数に基づいて計算されます。
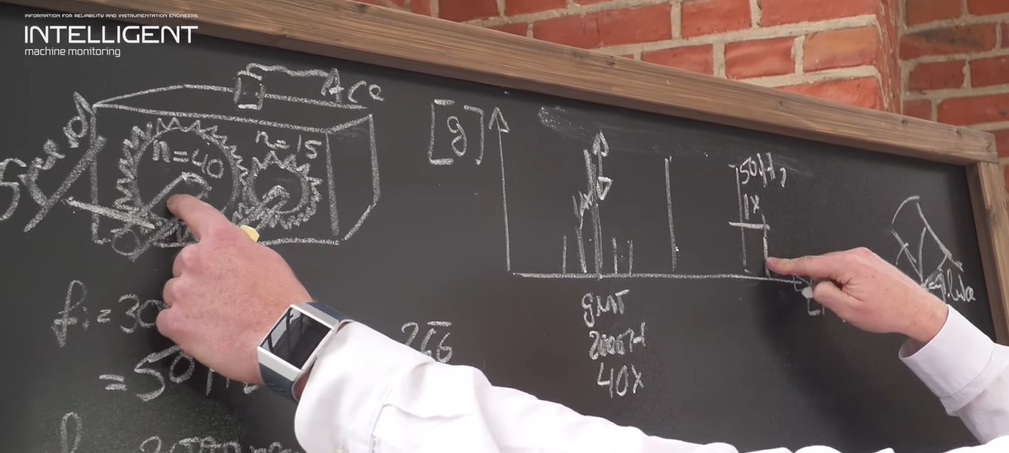
平行軸歯車を例に見ていきましょう。入力軸である大きいほうの歯車の数が40、小さいほうの歯車は15、入力軸の回転数は3000rpmとします。
3000rpmで回転している軸は、1秒あたり50回、回転します。言い換えると50Hzとなります。ギアの歯の数から、出力軸の回転数を求める式は3000×40/15となり、8000rpmで回転します。まとめると、入力軸3000rpmに対して出力軸は8000rpmで回転します。ギア比は2.6です。
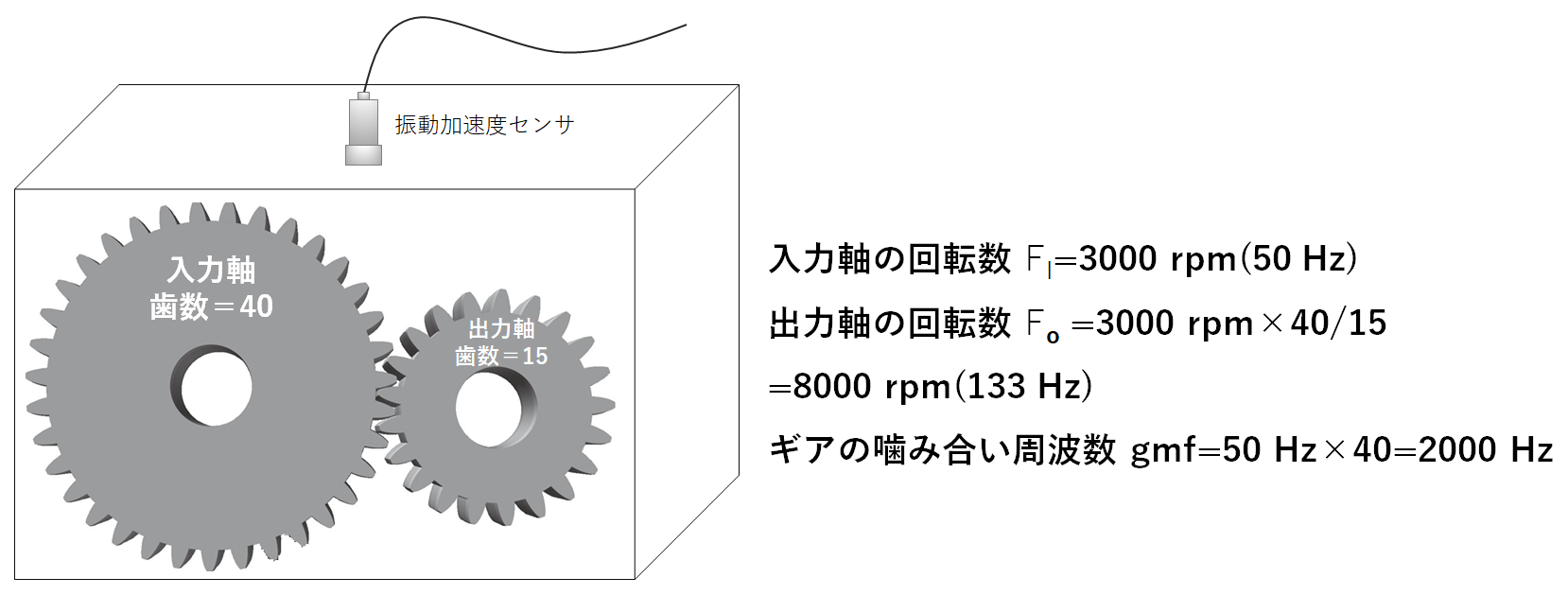
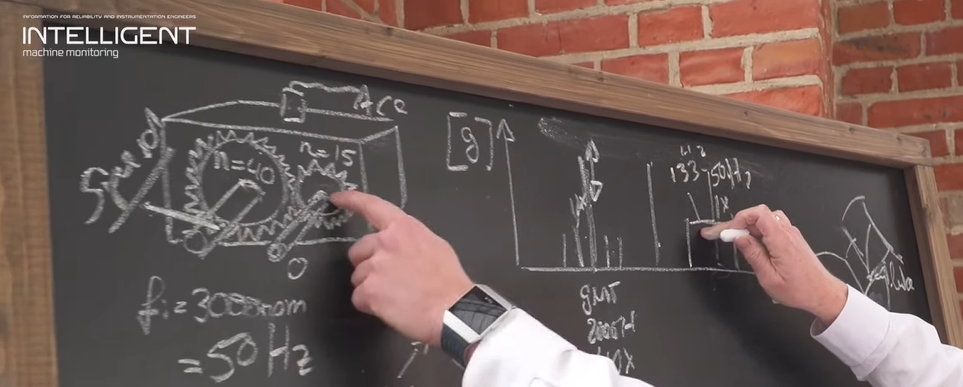
出力軸は133Hzで回転しているということになり、これが出力軸の回転周波数になります。50Hzにギア歯数40をかけると2000Hzとなり、これがギアの噛み合い周波数gmfとなります。このギアの嚙み合い周波数はギアモニタリングを行う際に非常に重要な値です。
周波数スペクトラムの例
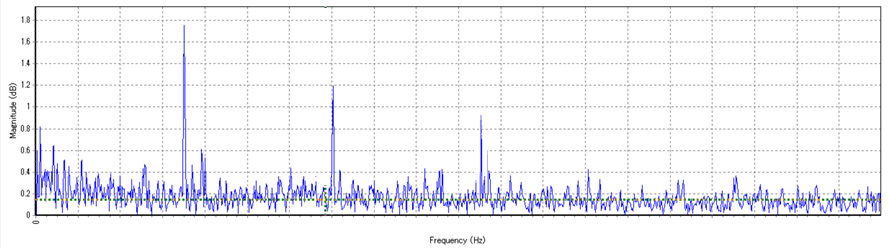
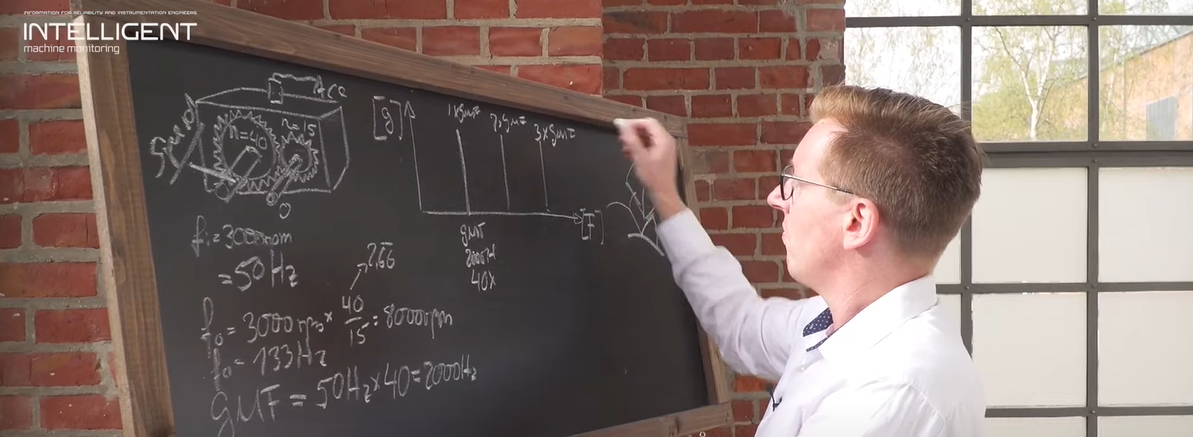
ギアボックスの振動を監視するために、ケーシングの上に、振動加速度センサを取り付けます。また、入力軸の実回転を正確に捉えるために、回転計も取り付けたほうがよいでしょう。この振動加速度センサが取得した信号から、周波数スペクトラムに変換することができます。回転数やギアに変更があると、スペクトルデータにすぐに反映されます。このようにx軸とy軸を用いて表現することができ、通常、x軸は周波数[Hz]を、y軸は加速度[g]または[m/s2]を示します。
周波数スペクトラム上の2000Hz(軸の回転速度の40倍)でピークが出ていれば、それはギアの噛み合い周波数(Gear Mesh Frequency=gmf)です。このギアの噛み合い周波数から、ギアの接触を見ることができます。1倍のgmf、2倍のgmf、3倍のgmf……のように表現され、これを高調波と呼びます。
ギアボックス周りに発生する可能性のある異なる故障モードを見てみると、過負荷状態のような非常に顕著なケースがあります。この場合、ギアボックスに負荷をかけると、ピークの振幅が増加あるいは減少します。
負荷と同じく潤滑不良もカギとなる要素です。負荷の変化と同様、潤滑不良はスペクトルデータ上の噛み合い周波数の振幅の高さに現れます。他の問題は、長期間の潤滑不良の後に発生し、歯が摩耗することもあります。これにより、2つの歯が互いに噛み合う間の距離が長くなります。
サイドバンドからわかること
このようなケースでは、異なる振動波形が出てきます。それはサイドバンドという現象です。メインピーク、すなわち嚙み合い周波数の周りにサイドバンドが発生します。これらははめ合いもしくは接触が良好かを示します。
ギアの噛み合い周波数のピークの振幅は潤滑や機械の負荷について示す指標になっています。サイドバンドの存在とその振幅は、摩耗による歯の接触、あるいはさらにその後歯の一部が欠けてしまった状況を示す指標です。この結果、歯の欠け、あるいはギア自体の破損につながることもあります。最初は小さなクラックで、それが進みかけとなったり、さらに最悪なシナリオでは完全に歯が折れてしまったりという明らかに致命的なケース、これらいずれも、メインのギアの噛み合い周波数のサイドバンドに現れます。
このサイドバンドとメインピーク間の周波数が50Hzであれば、左の入力軸に関連しており、133Hzであれば右のピニオンギアに関連しているというのがスペクトラムの観点からいえます。
ギアの適切な情報を監視することは極めて重要で、他にも有用な解析手法があります。それは時間同期平均化、略してTSAと呼ばれています。
後編では、この時間同期平均化について解説します。
翻訳・編集/水野剛、いしだ



