ブログ
5.72020
モニタリングシステムが機器を緊急停止!クランクシャフトベアリングの不良を検知した手法とは?

当社のコラムをご覧いただいている方の多くは、プラントや工場で設備保全をご担当されている方や、オペレーターで機械の日常点検を兼務されている方など、保全業務に関する情報収集をされたい方だと思います。最近はポータブルタイプの計測機器よりも、オンラインでの常時状態監視や診断ができるシステムのほうが興味関心度が高く、お問い合わせも増えてきております。
モニタリングシステムの特徴の一つに、機器保護という機能があります。機器保護とは、常時取得しているクロスヘッド部やシリンダ部の振動、ロッドポジション変位などが機器ごとに設定した安全境界値を超過した場合、自動で機械をシャットダウン(緊急停止)する機能です。
本日のコラムでは、クランクシャフトベアリング(メタル)の不良を検知し、システムがシャットダウンした事例を、「なぜシステムはそのような(機器シャットダウンという)判断を下したのか」、データを交えながら解説します。
機器とモニタリングシステム概要
・日立-ブルックハルト社製ハイパー圧縮機F10
・2段10気筒、LDPE生産用エチレン圧縮機
・回転数189rpm、出力11,186kw
・吸入圧力25MPa(250bar/3,626psi)、吐出圧力316.5MPa(3,165bar/45,904psi)
・PROGNOSTシステムを導入
・振動加速度センサ(クロスヘッド部/シリンダ部)、ひずみゲージ、渦電流変位センサ(プランジャー変位)、トリガー(回転計)を設置


PROGNOSTシステムの機器保護
まずはシリンダB1の6カ月間のトレンドをビジュアル化した3Dウォーターフォールを見てみましょう(図2)。x軸(縦軸)が36セグメント、y軸(横軸)が時間、z軸がクロスヘッド部の振幅値を示しています。ここで注目すべきは、シリンダB1のクロスヘッド部振動のセグメント31と32で、5月30日を境に、急激に振幅値が上昇(2.5m/s2→10m/s2)しており、黄色や赤色になっていることです。
しばらくの間は、安全境界値以下の振幅値で推移していたため、運転を継続していましたが、11月15日にセグメント31のRMS振動が安全境界値である12.5m/s2を超過したため、PROGNOSTシステムが強制停止(インターロック)させました(図3)。
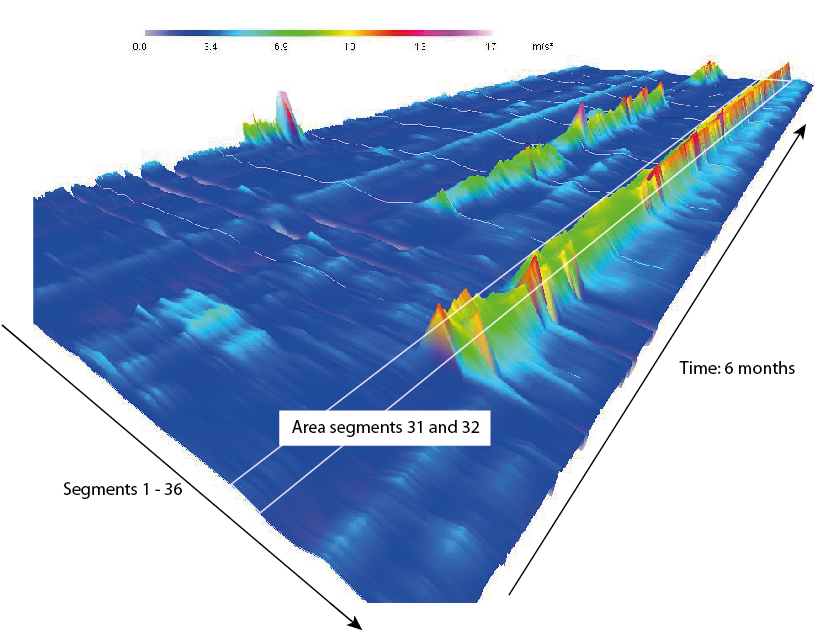
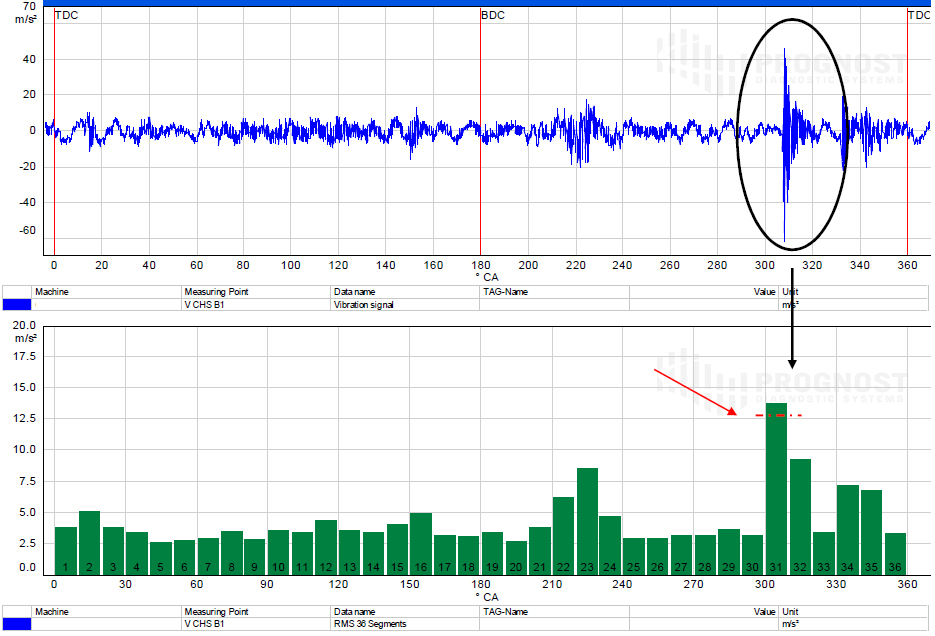
図3下 36セグメントのRMS解析(シリンダB1のクロスヘッド部振動)
おわりに
シリンダB1開放時の様子です。バビットコーティングの剥離が確認できますね。
PROGNOSTシステムはSIL3認定を取得したシステムで、1000台を超える往復動圧縮機で実証された信頼性の高い警報ロジックを用いて最終的に警報やシャットダウンを実施しています。例えば、「何連続回転で境界値を超過したか」「どのセグメントで超過したか」「いくつのセグメントで超過したか」などです。その他にもセンサ不良による瞬間的な信号の断絶・復旧といった現象が発生した際には、計器不良としてUNSAFE(アンセーフ)という信号をリレー出力することができ、機器の誤停止を防ぐ対策も備わっています。
文/いしだ



